Abstract
The selection of appropriate material for cosmetic tube packaging is a decision of profound consequence for a product’s stability, consumer appeal, and environmental legacy.
This analysis examines the multifaceted process of how to choose cosmetic tube materials, navigating the intricate balance between formulation chemistry, brand aesthetics, user experience, and sustainability imperatives. It delves into the properties of primary materials such as Polyethylene (PE) in its various densities, as well as advanced multi-layer and laminated structures (ABL, PBL) designed for enhanced barrier protection against oxygen, light, and moisture.
The discussion extends to the growing domain of sustainable materials, including Post-Consumer Resin (PCR), bio-plastics like sugarcane-based PE, and the enduring role of aluminum.
By evaluating material choice through the lenses of chemical compatibility, functional performance, decorative potential, and supply chain logistics, this guide provides a structured framework for brand owners and product developers.
The objective is to facilitate an informed decision-making process that safeguards product integrity while aligning with the evolving ethical and commercial demands of the 2025 global market.
Key Takeaways
- Match your product’s formula to the material’s barrier properties to prevent degradation.
- Evaluate sustainable options like PCR or sugarcane tubes to meet consumer eco-expectations.
- Consider how material flexibility and finish will impact the end-user’s experience.
- Ensure the chosen material is compatible with your desired printing and decorative effects.
- Learning how to choose cosmetic tube materials involves balancing cost, quality, and brand values.
- Partner with an expert manufacturer to navigate complex material specifications and sourcing.
- Factor in the entire package, including caps and applicators, for a cohesive design.
Table of Contents
- Factor 1: Aligning Material Properties with Product Formula Compatibility
- Factor 2: Navigating the Complexities of Sustainability and Eco-Conscious Choices
- Factor 3: Considering the User Experience and Dispensing Functionality
- Factor 4: Evaluating Decoration, Branding, and Aesthetic Potential
- Factor 5: Analyzing the Supply Chain, Manufacturing, and Cost Implications
- Frequently Asked Questions (FAQ)
- Conclusion
- References
Factor 1: Aligning Material Properties with Product Formula Compatibility
The decision of how to choose cosmetic tube materials begins not with aesthetics or cost, but with a deep and sober examination of chemistry. The tube is not merely a container; it is the primary environment in which your formula will live from the moment of its creation to its final use.
A misjudgment at this foundational stage can lead to compromised efficacy, altered sensory profiles, or even complete product failure.
The relationship between the formula and its packaging is an intimate, continuous dialogue, and the material of the tube dictates the terms of that conversation. To choose wisely is to act as a responsible steward of the product you have so carefully developed.
The Foundational Role of Polyethylene (PE) in Cosmetic Tubes
Polyethylene represents the bedrock of cosmetic tube manufacturing. Its ubiquity is a testament to its versatility, cost-effectiveness, and well-understood properties.
Yet, to speak of “PE” as a monolith is to overlook the critical distinctions that make it suitable for such a wide array of products. Let us consider the two primary variants you will encounter:
- Low-Density Polyethylene (LDPE): Imagine the feeling of a soft, pliable hand cream tube. That satisfyingly easy squeeze is often the work of LDPE. Its molecular structure is characterized by significant branching, which prevents the polymer chains from packing tightly together. This results in lower density and greater flexibility. It is an excellent choice for general-purpose skincare like lotions and creams where a high-level chemical barrier is not the primary concern.
- High-Density Polyethylene (HDPE): In contrast, HDPE has a more linear molecular structure with minimal branching. This allows the chains to pack closely, creating a material that is more rigid, robust, and opaque than LDPE. It offers slightly better chemical resistance, making it suitable for products like shampoos or some cleansers. Think of a tube that needs to stand firmly on a shelf without slumping—HDPE provides that structural integrity.
The choice between LDPE, HDPE, or a blend of the two (often referred to as MDPE) is your first major decision point. It requires you to consider the viscosity of your product and the desired user experience.
A thin, watery serum in a very soft LDPE tube might dispense too quickly, while a thick, dense balm in a rigid HDPE tube could be frustrating for the consumer to use.
| Material | Key Characteristics | Common Applications | Barrier Properties |
|---|---|---|---|
| LDPE | Soft, flexible, translucent, good moisture barrier. | Hand creams, lotions, facial cleansers, body washes. | Low barrier to oxygen and organic compounds. |
| HDPE | Rigid, strong, opaque, better chemical resistance than LDPE. | Shampoos, conditioners, larger-format products requiring stability. | Moderate barrier; better than LDPE but still permeable. |
| PBL | All-plastic, excellent “rebound” (returns to shape), good barrier options. | Sunscreens, premium skincare, pharmaceutical ointments. | Good to excellent, depending on EVOH layer thickness. |
| ABL | Aluminum foil layer, superior barrier, no rebound (“dead-fold”). | Toothpaste, hair color, aggressive formulas (e.g., high-potency actives). | The best possible barrier against light, oxygen, and moisture. |
Understanding Multi-Layer and Laminated Tubes for Barrier Protection
For a significant portion of modern cosmetic formulations, a simple mono-layer PE tube is insufficient. Active ingredients such as Vitamin C (ascorbic acid), retinoids, benzoyl peroxide, and many natural essential oils are highly sensitive. They can be degraded by exposure to oxygen, UV light, or even by interacting with or migrating through the plastic of the tube itself. This is where the ingenuity of multi-layer and laminated tubes becomes indispensable.
Think of a multi-layer tube as a sophisticated sandwich of polymers, each layer performing a specific function.
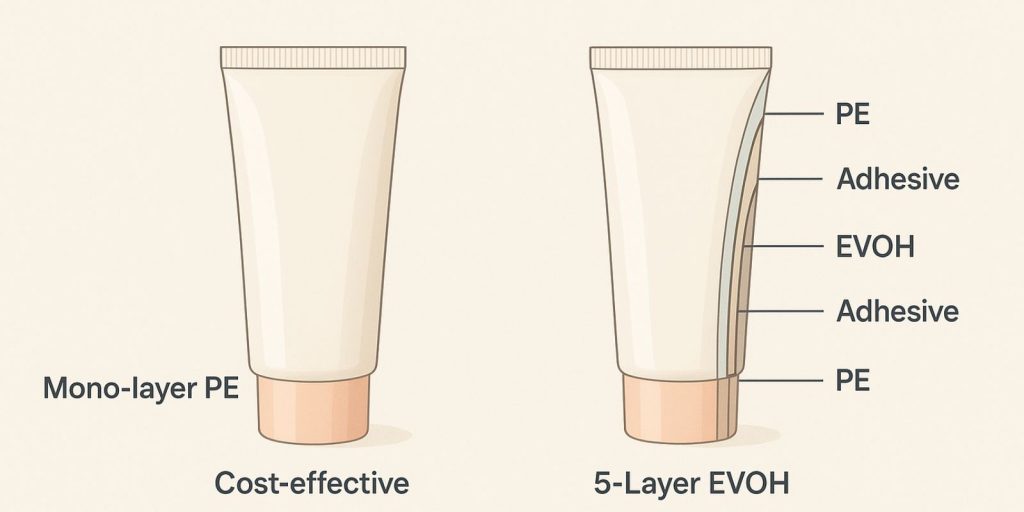
A typical 5-layer co-extruded tube consists of an outer layer of PE for printability and feel, an inner layer of PE for formula contact, two adhesive or “tie” layers, and, crucially, a central barrier layer.
The most common barrier material used is Ethyl Vinyl Alcohol (EVOH). EVOH is exceptional in its ability to block the passage of oxygen and other gases.
The presence of this invisible internal shield is what keeps a sensitive antioxidant serum potent or prevents the distinctive scent of a peppermint foot cream from dissipating over time.
Laminated tubes take this concept a step further and are generally categorized into two types:
- Aluminum Barrier Laminate (ABL): As the name suggests, ABL tubes contain a thin layer of aluminum foil, typically sandwiched between layers of plastic. This aluminum layer provides an almost absolute barrier to light, oxygen, moisture, and volatile organic compounds. It is the gold standard for protection. This is why products like toothpaste, hair dyes, and certain pharmaceutical ointments have historically used ABL tubes. The material has a characteristic “dead-fold,” meaning it stays crumpled when squeezed and does not spring back, which can help users dispense the entire product.
- Plastic Barrier Laminate (PBL): PBL tubes replace the aluminum layer with an all-plastic barrier, usually EVOH. These tubes offer excellent barrier properties—often sufficient for most cosmetic products—while providing a more aesthetic “rebound” or “bounce-back” quality. They return to their original shape after being squeezed, which many consumers find more visually appealing. Furthermore, being constructed from a single family of materials (plastics), they can present a more straightforward recycling path than ABL tubes, a point we will explore later.
Case Study: Choosing Between a Mono-layer PE and a 5-Layer EVOH Tube
Let us engage in a thought experiment. Suppose you are developing a new, high-end facial moisturizer. The “hero” ingredient is a delicate, expensive botanical extract known for its soothing properties.
The formula also contains a light, natural fragrance derived from citrus essential oils.
Your initial thought might be to use a simple, cost-effective LDPE tube. It feels nice and is economical. However, a deeper analysis reveals potential problems. The citrus essential oils contain compounds like limonene, which can, over time, “scalp” the product (meaning the fragrance components are absorbed into the plastic) or even migrate through the tube wall, leading to a loss of scent.
More critically, the precious botanical extract might be susceptible to oxidation. If oxygen from the outside air can slowly permeate the LDPE wall, the extract will degrade, losing its efficacy long before the product’s expiration date. The customer, having paid a premium price, would be left with a less effective, unscented cream.
Now, consider a 5-layer tube with an EVOH barrier. The inner PE layer is inert and safe for formula contact. The EVOH layer acts as a fortress, preventing the citrus scent from escaping and, more importantly, stopping ingress of atmospheric oxygen.
The outer PE layer provides a beautiful surface for printing your brand’s logo. While the per-unit cost of this tube is higher, it ensures the product’s integrity and quality throughout its lifecycle.
It protects the customer’s investment and, by extension, your brand’s reputation. This is a clear example of how to choose cosmetic tube materials not based on initial cost, but on total value and risk mitigation.
The Chemical Dance: How Active Ingredients Interact with Packaging
The interaction between a cosmetic formula and its container is a complex chemical dance. It is not always about protecting the formula from the outside world; sometimes, it is about protecting the container from the formula. Certain aggressive ingredients can attack the packaging material itself.
For example, formulas with a very high or very low pH, or those containing certain solvents or strong essential oils (like tea tree or wintergreen), can cause swelling, cracking, or delamination in an improperly chosen tube.
This is why compatibility testing is not an optional step; it is a mandatory part of the product development process.
This testing typically involves filling the chosen tube with the final formula and placing it in stability chambers that simulate accelerated aging (e.g., high temperatures of 40-50°C) for a period of 1 to 3 months. During this time, the product is periodically checked for any changes in color, odor, viscosity, and pH.
The tube itself is also examined for any physical changes like paneling (caving in), swelling, cracking at the seal, or weight loss (indicating product components are escaping).
A successful test gives you the confidence that the dance between your formula and its package will be a harmonious one.
Factor 2: Navigating the Complexities of Sustainability and Eco-Conscious Choices

In 2025, a brand’s stance on sustainability is no longer a peripheral marketing story; it is a core component of its identity and a significant driver of consumer choice. The packaging, being the most tangible and disposable element of a product, is under intense scrutiny.
An estimated 120 billion units of beauty packaging are produced annually, with a vast majority ending up in landfills (Topfeelpack, 2024). Therefore, the question of how to choose cosmetic tube materials is inextricably linked to questions of ecological responsibility. This is not a simple matter of choosing a “green” material, but of understanding the nuanced lifecycle and trade-offs of each option.
Post-Consumer Resins (PCR): Balancing Recycled Content with Performance
Post-Consumer Resin (PCR) is plastic that has been recycled from consumer waste—think of milk jugs, water bottles, and other single-use containers that have been collected, cleaned, sorted, and re-pelletized.
Incorporating PCR into your cosmetic tubes is a powerful way to participate in the circular economy. It reduces the demand for virgin, fossil-fuel-based plastics and diverts waste from landfills.
However, working with PCR requires a degree of technical understanding and flexibility.
- Aesthetic Variations: PCR is not a pristine, uniform material. Because it comes from a mixed stream of recycled goods, it can have slight color variations. A tube made with a high percentage of PCR might have a faint greyish or yellowish tint and may contain tiny, barely-visible “black specks.” For a brand that requires a pure, snow-white tube, this can be a challenge. Many brands, however, are embracing this aesthetic, even calling it out in their marketing as a visual signifier of their commitment to sustainability.
- Structural Considerations: While modern processing has made PCR performance nearly identical to virgin resin, there can be subtle differences in processing and structural integrity. It is vital to work with a supplier who has expertise in manufacturing with PCR to ensure the tube’s durability, especially at the seal and shoulder.
- Percentage of Content: Tubes can be made with varying percentages of PCR, from 10% up to 100%. The higher the percentage, the greater the environmental benefit, but also the more pronounced the potential aesthetic variations. A common approach is to use PCR for the outer layers of a multi-layer tube, while keeping the inner, product-contact layer made of virgin resin to guarantee purity and compatibility.
The choice to use PCR is a statement. It tells the consumer that you are actively taking responsibility for the packaging lifecycle.
| Sustainable Material | Primary Advantage | Key Consideration | Best For… |
|---|---|---|---|
| PCR Plastic | Reduces waste, supports circular economy. | Potential for slight color/consistency variations. | Brands wanting to make a tangible impact on plastic waste. |
| Sugarcane PE | Made from a renewable resource, carbon-negative production. | Chemically identical to fossil PE; not biodegradable. | Drop-in replacement for conventional PE to reduce carbon footprint. |
| Aluminum | Infinitely recyclable with high recycling rates. | Higher energy use in primary production; can dent easily. | Maximum product protection and conveying a premium/vintage feel. |
| PBL (Recyclable) | All-plastic construction can be designed for recycling streams. | EVOH barrier can complicate recycling in some systems. | Brands needing good barrier protection in a monomaterial-like format. |
Bio-Plastics: The Promise and Peril of Sugarcane and PLA
The term “bio-plastic” can be confusing, as it encompasses different materials with very different properties and end-of-life scenarios. It is crucial to understand the distinction.
One of the most promising bio-plastics for cosmetic tubes is sugarcane-based Polyethylene. This material is a bio-based marvel. During its growth, the sugarcane plant captures CO2 from the atmosphere.
This sugarcane is then processed to produce ethanol, which is subsequently converted into ethylene and then polyethylene.
The result is a plastic that is chemically and physically identical to traditional, fossil-fuel-derived PE. This means it can be used as a “drop-in” replacement without any need for re-testing formula compatibility or changing manufacturing processes. It is also fully recyclable in the existing PE recycling stream (No. 2 and No. 4). Its primary benefit is its renewable origin and its role in reducing the carbon footprint of the packaging.
Another well-known bio-plastic is Polylactic Acid (PLA). PLA is often derived from corn starch and is lauded for being “biodegradable.”
However, this term comes with a significant caveat. PLA will only biodegrade under the specific high-heat conditions of an industrial composting facility.
It will not break down in a backyard compost bin, nor will it degrade in a landfill or if it ends up in the ocean. Moreover, if PLA is mistakenly placed in the standard plastic recycling stream, it can contaminate the entire batch of PET or PE, rendering it useless.
For these reasons, while PLA is an interesting material for certain applications (like single-use food service items in a closed-loop system), it is often a problematic choice for widely distributed consumer goods like cosmetics.
When considering bio-plastics, the clarity of sugarcane PE’s lifecycle—renewable source, drop-in performance, and standard recyclability—often makes it a more responsible and less confusing choice for consumers than PLA.
The Aluminum Question: Recyclability, Weight, and Protection
Aluminum tubes evoke a sense of heritage, quality, and pharmaceutical efficacy. They offer unparalleled barrier protection, as discussed earlier.
From a sustainability perspective, aluminum’s greatest asset is its infinite recyclability. It can be melted down and reformed into new aluminum products over and over again with no loss of quality. The recycling rates for aluminum are also generally higher than for many plastics in North America and Europe.
The trade-off lies in its initial production. Creating primary aluminum from bauxite ore is an extremely energy-intensive process. While using recycled aluminum significantly reduces this energy requirement (by up to 95%), the supply chain for 100% recycled aluminum tubes can be complex.
Additionally, aluminum tubes are heavier than their plastic counterparts, which can increase shipping-related carbon emissions. Their tendency to dent and crease, while providing the functional “dead-fold,” may be seen as an aesthetic drawback by some brands aiming for a sleek, perpetually perfect look.
For others, this “wabi-sabi” quality of a well-used aluminum tube is part of its charm.
Designing for Recyclability: A Holistic Approach Beyond Material Choice
True sustainable design requires thinking about the entire package, not just the tube body. This is the principle of “Design for Recyclability” (DfR). A perfectly recyclable PE tube can be rendered non-recyclable by the wrong choice of cap, sleeve, or label.
Consider these factors:
- Material Combination: The ideal recyclable package is a “monomaterial” one, where the tube, shoulder, and cap are all made from the same type of plastic (e.g., all PE or all PP). When materials are mixed, the automated sorting systems at recycling facilities can become confused, often directing the package to landfill.
- The Cap: If the tube body is PE, is the cap also PE? Or is it Polypropylene (PP)? While some advanced facilities can separate these, a monomaterial approach is always safer. What about a metalized cap on a plastic tube? This is a common point of contamination.
- Labels and Sleeves: A full-body shrink sleeve made of PVC or PETG on a PE tube will render the entire package non-recyclable. The sleeve material is a contaminant. If a label is necessary, it should be small and made of a compatible material with washable adhesive, allowing it to be removed during the recycling process.
- Color: Dark, carbon-black plastics can be invisible to the infrared (NIR) sorting technology used in many recycling facilities. This means a black PE tube, though technically recyclable, may be automatically sorted for landfill. Opting for lighter colors or using carbon-free black pigments can solve this issue.
Choosing a sustainable path involves a dialogue with your packaging supplier.
Ask them about monomaterial options, recyclable cap choices, and pigments that are compatible with sorting systems. This deeper level of inquiry is a hallmark of a truly responsible brand.
Factor 3: Considering the User Experience and Dispensing Functionality

The material of a cosmetic tube is not a passive vessel; it is an active participant in the daily ritual of product use. Its tactile qualities, its flexibility, and the way it collaborates with the closure system all contribute to the consumer’s subconscious judgment of the product’s quality and desirability.
A beautifully formulated cream in a package that is difficult or unpleasant to use will not inspire repurchase. Therefore, a profound empathy for the end-user’s experience must guide the process of how to choose cosmetic tube materials.
The Squeeze Factor: Material Flexibility and Product Viscosity
The most fundamental interaction a consumer has with a tube is squeezing it. The amount of force required, the way the tube yields, and how it recovers its shape are all dictated by material choice and wall thickness.
This “squeeze factor” must be harmonized with the viscosity of your formula.
Imagine a very thin, liquid-like serum. If it is packaged in a very soft, thin-walled LDPE tube, a gentle, accidental press in a makeup bag could cause a significant amount of product to leak out.
For such a formula, a slightly more rigid material like MDPE or even a PBL tube that offers more controlled dispensing might be more appropriate. The user needs to feel they are in command of how much product is dispensed, drop by drop.
Conversely, consider a thick, paste-like clay mask. Packaging this in a rigid HDPE tube would be a functional disaster.
The user would have to exert considerable force to dispense the product, and as the tube empties, it would become nearly impossible to get the last 20-30% of the mask out. This leads to customer frustration and product waste.
For such a high-viscosity product, a soft, highly flexible LDPE tube is ideal. An even better choice might be an ABL tube, whose “dead-fold” characteristic allows the user to roll the tube up from the bottom, ensuring every last bit of the product can be easily extracted.
This balancing act is a critical aspect of user-centered design. You must mentally (and physically) walk through the process of using the product from the first application to the last.
How does the feel of the tube change as it empties? Does it become difficult to handle? Does it maintain its aesthetic appeal?
Cap, Pump, or Applicator? How Closures Influence Material Selection
The tube does not work in isolation. It forms a system with its closure—be it a simple screw cap, a flip-top, a dispensing pump, or a specialized applicator. The choice of closure can place specific demands on the tube material and structure.
- Standard Caps (Screw-on/Flip-top): These are the most common closures and are compatible with the widest range of tube materials. The main consideration here is the “thread” on the tube’s neck or “head.” The material must be robust enough to handle the repeated torque of opening and closing without stripping or cracking.
- Dispensing Pumps (Airless or Standard): Pumps are often used for high-value lotions and serums to provide precise, metered dosing. An airless pump system, which uses a rising piston inside the tube, often requires a more rigid tube structure (like PBL or a thicker-walled PE) to function correctly and prevent the tube walls from collapsing inward as the product is used.
- Specialty Applicators: The market is rich with innovative applicators integrated directly into the tube head: ceramic or metal rollerballs for cooling eye creams, silicone nubs for massaging in treatments, or brush tips for spot concealers. These applicators often require a specific head and shoulder design on the tube. The tube material must be able to be reliably molded and welded to these more complex head styles. For example, a heavy metal applicator might be better supported by a sturdier PBL or HDPE tube shoulder than a very soft LDPE one.
The integration of tube and closure is a technical partnership. When you are considering an innovative applicator, you must discuss its requirements with your tube manufacturer early in the process.
They can advise on which materials can be successfully paired with your desired closure to create a seamless and reliable user experience. This is where partnering with a full-service provider of cosmetic tube packaging solutions becomes invaluable, as they can ensure the compatibility of all components.
A Touch of Luxury: The Tactile and Aesthetic Qualities of Materials
Beyond pure functionality, the feel of the tube in the hand communicates a wealth of information about the brand. This tactile experience, or “haptics,” is a powerful, if subtle, marketing tool.
A standard glossy PE tube feels clean, efficient, and familiar. It is the standard for a reason. However, a tube with a “soft-touch” or matte finish feels entirely different.
It is velvety, premium, and non-slip. It speaks of understated luxury and a modern aesthetic. This finish is typically achieved by adding a special lacquer or coating as a final step in the decoration process, and its adherence and longevity can vary depending on the underlying tube material.
PBL tubes, with their smooth, seamless bodies and satisfying rebound, often feel more substantial and high-end than a basic PE tube. The slight additional weight and perfect form recovery after a squeeze contribute to a perception of quality.
Aluminum, with its cool metallic touch and satisfying heft, communicates efficacy, protection, and often a connection to apothecary or pharmaceutical traditions.
The way it holds its shape and records the history of its use in its creases and folds can create a personal connection with the user.
When selecting a material, do not just look at a spec sheet. Ask for samples. Hold them. Squeeze them. Close your eyes and focus on the tactile sensation. Does this feeling align with your brand’s story?
Does it feel like a $10 hand cream or a $90 anti-aging treatment? This empathetic, sensory-based evaluation is a crucial step in making a choice that resonates with consumers on an emotional level.
Factor 4: Evaluating Decoration, Branding, and Aesthetic Potential

A cosmetic tube is a blank canvas. The artwork, colors, and textures applied to its surface are what transform it from a generic container into a powerful ambassador for your brand. It is the first thing a customer sees on the shelf and a constant brand touchpoint on their bathroom counter.
The material you choose for your tube has a direct and profound impact on the decorative techniques available to you, and ultimately, on the visual story you can tell.
A thoughtful approach to how to choose cosmetic tube materials involves envisioning the final decorated product from the very beginning.
Printing Possibilities: Offset, Silk Screen, and Hot Stamping on Different Materials
The three most common methods for decorating cosmetic tubes each have their own strengths and are suited to different materials and design goals.
- Dry Offset Printing: This is the workhorse of tube decoration. It is a high-speed process where up to 8 colors can be applied simultaneously. It is ideal for photorealistic images, complex gradients, and designs that require precise color registration. Offset printing lays down a relatively thin layer of ink, which makes it very cost-effective for large runs. It works beautifully on the smooth, even surfaces of both extruded PE and laminated (PBL/ABL) tubes. For laminated tubes, the artwork is typically “reverse printed” on the underside of the top plastic layer before it is formed into a tube, protecting the artwork from scratches and wear.
- Silk Screen Printing: If you want bold, vibrant colors with a tactile, raised effect, silk screen printing is the superior choice. In this process, ink is pushed through a fine mesh screen onto the tube, one color at a time. This method lays down a thick, opaque layer of ink, making it perfect for achieving bright whites or vivid colors on a dark-or colored-tube. It imparts a premium, textured feel that offset printing cannot replicate. While slower and often more expensive than offset, its quality is palpable. It adheres well to PE, PBL, and ABL tubes, though surface treatments may be required to ensure proper ink adhesion.
- Hot Stamping: For a touch of metallic brilliance, hot stamping is unparalleled. This process uses heat and pressure to transfer a thin layer of metallic or pigmented foil onto the tube. It is used to create shiny gold or silver logos, borders, or text that catch the light and signal luxury. It can be applied over both offset and silk-screened artwork to add a final, eye-catching detail. The smooth surfaces of all tube types are generally suitable for hot stamping.
The choice of material can influence these processes. For example, the seam on a laminated tube (ABL/PBL) creates a small, unavoidable gap in any 360-degree artwork.
An extruded PE tube, being seamless, allows for a continuous, uninterrupted design around its entire circumference. This might be a critical factor if your design concept relies on a wraparound image.
The Visual Impact of Material Finish: Glossy, Matte, and Pearlescent
Beyond the printed artwork, the inherent finish of the tube itself sets the overall tone.
- Glossy Finish: This is the standard finish for most tubes. It is bright, reflective, and gives colors a vibrant pop. A glossy finish communicates cleanliness, energy, and is easy to wipe clean.
- Matte Finish: A matte finish is achieved by applying a special, non-reflective lacquer over the tube. It absorbs light, giving the tube a sophisticated, velvety, and modern appearance. It can make colors appear more subdued and earthy. A matte finish is often associated with premium, “less-is-more” branding.
- Pearlescent or Metallic Effects: The tube material itself can be imbued with special effects. By adding specific pigments to the PE resin before it is extruded, a tube can be given a subtle, pearlescent shimmer or a metallic sheen. This can create a deep, lustrous effect that cannot be achieved with printing alone, making the entire package radiate quality.
When planning your design, consider how these finishes will interact. A matte tube with a small, hot-stamped glossy gold logo creates a beautiful contrast of textures.
A photorealistic image printed on a glossy tube will look sharp and vivid. The material and the finish must work in concert to achieve your brand’s aesthetic vision.
For brands looking to create a unique look, exploring options for custom cosmetic tubes with an experienced manufacturer can unlock a wide range of creative possibilities.
Achieving a Cohesive Brand Identity Across a Product Line
Most brands do not sell just one product. They have a line—a cleanser, a serum, a moisturizer, a sunscreen.
A key challenge is maintaining a consistent and recognizable brand identity across these different products, which may require different types of tube packaging due to their formulas.
Your Vitamin C serum might require a 5-layer EVOH tube for protection. Your daily cleanser might be perfectly fine in a simple mono-layer PE tube. Your high-SPF sunscreen might need the superior barrier of a PBL tube. How do you make these three different tubes look like they belong to the same family?
This is where careful planning with your packaging partner is vital.
- Color Matching: Can the specific Pantone color of your brand be consistently replicated across PE, PBL, and ABL materials? An expert supplier can manage this process to ensure your brand’s signature blue looks the same on every product.
- Finish Consistency: Can the same matte or glossy lacquer be applied to different tube types to give them a uniform tactile feel and appearance?
- Typographic and Graphic Standards: Using the same font, logo placement, and graphic elements across all tubes creates a strong visual link, even if the underlying tube material and shape differ slightly.
- Cap Unification: Using the same style and color of cap across the entire line is one of the most effective ways to create a cohesive family look.
The goal is to create a “visual grammar” for your brand that is recognizable to consumers. When they see that specific color, finish, and cap style, they should immediately think of your brand. This requires a holistic view of packaging, seeing it not as a series of individual choices, but as the creation of an integrated brand ecosystem.
Factor 5: Analyzing the Supply Chain, Manufacturing, and Cost Implications

The final set of considerations in choosing a cosmetic tube material is intensely practical, involving the economic and logistical realities of bringing a product to market.
An ideal material choice on paper is meaningless if it is not manufacturable within your budget, timeline, and scale.
A pragmatic assessment of the supply chain, manufacturing process, and total cost is essential to making a sustainable and successful business decision.
Lead Times and MOQs: The Realities of Sourcing Different Materials
Not all tube materials are created equal in terms of availability.
- Minimum Order Quantities (MOQs): This refers to the smallest number of units a manufacturer will produce in a single run. Standard materials like white or natural PE often have the lowest MOQs, sometimes starting as low as 5,000 or 10,000 units, which is accessible for emerging or indie brands. However, if you require a custom color, a special effect like pearlescence, or a high percentage of PCR resin, the manufacturer may need to set a much higher MOQ. This is because they have to purge their machinery and perform a custom material blend for your run, which is only economical at a larger scale (e.g., 25,000 units or more). Laminated tubes (ABL/PBL) also often have higher MOQs due to the complexity of sourcing and printing the flat laminate material before it is formed into tubes.
- Lead Times: This is the time from placing your order to receiving the finished tubes. Standard PE tubes typically have the shortest lead times, often around 4-6 weeks. Sourcing specialized resins, high-PCR content materials, or complex laminates can add weeks or even months to the timeline. Global supply chain disruptions, as have been common in recent years, can further impact the availability of specific polymers or aluminum foil.
For a new brand launching its first product, a material with a low MOQ and a reliable, short lead time might be the most prudent choice, allowing for greater agility and less initial capital outlay.
Established brands with predictable sales volumes may be better positioned to leverage the economies of scale that come with ordering specialized materials at higher MOQs.
The Total Cost of Ownership: Beyond the Per-Unit Price
It is a common mistake to select a tube material based solely on the lowest per-unit price quoted by a supplier. This approach ignores the “Total Cost of Ownership,” which encompasses a much broader range of potential expenses and risks.
A cheaper, lower-barrier tube might save you five cents per unit upfront.
However, if that choice leads to 2% of your product spoiling on the shelf due to oxidation, the cost of the lost goods, customer returns, and damage to your brand’s reputation will far exceed the initial savings. Think of the material choice as a form of insurance for your formula.
Consider these hidden costs:
- Product Loss: As mentioned, incompatibility can lead to spoilage.
- Testing Costs: A more complex or novel material may require more extensive and expensive compatibility and stability testing.
- Shipping Costs: Heavier materials like aluminum or thick-walled tubes will increase shipping weights and therefore logistics costs.
- Lost Opportunity Cost: If a long lead time for a special material causes you to miss a key retail season (like the holidays), the lost sales can be substantial.
The wisest approach is to evaluate the cost of the tube in relation to the cost and sensitivity of the formula inside it. It makes little sense to package a $100-per-ounce serum, formulated with expensive and delicate actives, in the cheapest possible container.
The packaging cost should be seen as a percentage of the total product value, and investing in the proper protection is a sound business strategy.
Partnering with an OEM/ODM Manufacturer for Material Expertise
Navigating the labyrinth of material science, sustainability regulations, and supply chain logistics can be overwhelming, especially for brands without a dedicated in-house packaging engineering team. This is where the value of a strong partnership with an experienced Original Equipment Manufacturer (OEM) or Original Design Manufacturer (ODM) becomes clear.
An expert manufacturer is more than just a vendor; they are a consultant and a collaborator. They have deep, hands-on knowledge of how different materials perform, not just in a lab, but in real-world production. They can provide invaluable guidance:
- Material Recommendation: Based on your formula’s ingredient list, your brand’s aesthetic, and your budget, they can recommend the most suitable material options.
- Sourcing and Vetting: They have established relationships with raw material suppliers and can vet the quality and reliability of resins, laminates, and PCR sources.
- Technical Feasibility: They can immediately tell you if your desired decoration is achievable on a specific material or if your chosen cap is compatible with a particular tube head.
- Regulatory Compliance: They stay up-to-date on international packaging regulations, such as those concerning food-contact safety or recycled content mandates, ensuring your packaging is compliant in your target markets.
By leveraging the expertise of a manufacturing partner, you de-risk your product launch and free up your own team to focus on what they do best: formulation, marketing, and brand building.
They act as your guide through the complex but critical process of how to choose cosmetic tube materials, ensuring the final package is beautiful, functional, responsible, and commercially viable.
Frequently Asked Questions (FAQ)
What is the main difference between an ABL and a PBL tube?
The core difference lies in the barrier layer. An ABL (Aluminum Barrier Laminate) tube uses a thin layer of aluminum foil, which provides an almost absolute barrier to light, oxygen, and moisture. A PBL (Plastic Barrier Laminate) tube uses a plastic barrier, typically EVOH (Ethyl Vinyl Alcohol), which offers excellent but slightly less absolute protection. Aesthetically, ABL tubes do not spring back when squeezed (a “dead-fold”), while PBL tubes have a “bounce-back” quality and return to their shape.
Is PCR plastic safe for cosmetic products?
Yes, PCR (Post-Consumer Resin) is considered safe for cosmetic packaging when sourced from a reputable supplier who follows proper cleaning and processing protocols. To eliminate any risk of direct contact with the formula, many brands opt for a multi-layer tube where the inner layer is made of virgin, food-grade plastic, and the outer layers contain the PCR content. This provides the sustainability benefit without any compromise on product safety.
How do I properly test if my formula is compatible with a tube material?
The standard industry practice is to conduct a stability test. You fill samples of your chosen tube with your final product formula and place them in environmentally controlled chambers at elevated temperatures (e.g., 40-45°C) and sometimes cycling temperatures for 1 to 3 months. This accelerates the aging process. You then periodically evaluate both the product (for changes in color, scent, pH, viscosity) and the package (for leaking, cracking, swelling, or delamination).
Can I get a fully recyclable tube that also has good barrier protection?
Yes, this is increasingly possible. A PBL tube made with a PE structure and an EVOH barrier is a strong candidate. While the EVOH layer is a different polymer, in small percentages (typically under 5% of the total package weight), it is often considered compatible with the PE recycling stream by many recycling authorities. Always consult with your packaging supplier about the specific recyclability certifications and guidelines for their materials in your target market.
What is “sugarcane plastic” and is it biodegradable?
Sugarcane plastic, also known as bio-polyethylene, is a plastic made from the ethanol derived from sugarcane, a renewable resource. Chemically and structurally, it is identical to traditional polyethylene made from fossil fuels. It is not biodegradable. Its primary environmental benefit is its renewable origin and the fact that its production can be carbon-negative. A major advantage is that it is fully recyclable in the existing PE recycling stream (No. 2 or No. 4).
Why do some tubes have a visible seam?
A visible seam is a characteristic of laminated tubes (both ABL and PBL). These tubes are made by printing on a flat sheet of laminate material, which is then cut and rolled into a cylinder, and the edges are sealed together to form a tube. This joining point creates the seam. Extruded tubes, which are made by forcing molten plastic through a circular die, are seamless and allow for 360-degree decoration without interruption.
How does wall thickness affect my tube?
Wall thickness impacts the tube’s rigidity, feel, and barrier properties. A thicker wall will make the tube feel more substantial and less flexible, which might be desirable for a luxury product or one that needs to stand upright. It also provides a slightly better barrier than a thinner wall of the same material. A thinner wall creates a softer, easier-to-squeeze tube, which is ideal for high-viscosity products, but may feel less premium.
Conclusion
The journey of selecting a cosmetic tube material is a microcosm of the brand-building process itself. It is an exercise in balancing the precise demands of science with the evocative power of art, the practicalities of commerce with the urgent call for environmental stewardship. It is not a decision to be made lightly or based on a single metric like cost.
As we have explored, the choice reverberates through every stage of the product’s life, from ensuring the stability of a complex formula to shaping the consumer’s first impression and final interaction, and ultimately, to the package’s end-of-life fate.
A successful choice is one that reflects a deep understanding of the product, an empathetic connection to the consumer, and a responsible awareness of the wider world.
Whether through the steadfast protection of a multi-layer barrier tube, the tangible sustainability statement of a PCR package, or the classic appeal of aluminum, the material you choose becomes an integral part of your product’s story.
By engaging with these considerations thoughtfully and partnering with knowledgeable experts, you can create packaging that not only contains but also elevates your product, protecting its integrity and powerfully expressing your brand’s values in the competitive 2025 marketplace.
References
Cosme-packagings.com. (2025, May 23). How are cosmetic tubes made? cosme-packagings.com. https://www.cosme-packagings.com/news/how-are-cosmetic-tubes-made-85095457.html
Keyopackaging.com. (2025, August 27). An industry guide to cosmetic packaging tubes. keyopackaging.com. https://www.keyopackaging.com/info/an-industry-guide-to-cosmetic-packaging-tubes-103109247.html
Lissonpackaging.com. (2025, May 15). How to choose the right cosmetic tube for your product: A comprehensive guide. lissonpackaging.com. https://www.lissonpackaging.com/how-to-choose-the-right-cosmetic-tube-for-your-product-a-comprehensive-guide
Pagpackaging.com. (2024, April 17). How to choose the right tube for your beauty products. pagpackaging.com. https://pagpackaging.com/how-to-choose-the-right-tube-for-your-beauty-products/
Stengpackaging.com. (2025, June 5). Structure and process of cosmetic tube. stengpackaging.com. https://www.stengpackaging.com/jw/structure-and-process-of-cosmetic-tube/
Topfeelpack.com. (2024, January 1). How to choose cosmetic tube material: A practical guide for independent beauty brands. topfeelpack.com. https://www.topfeelpack.com/news/how-to-choose-cosmetic-tube-material-a-practical-guide-for-independent-beauty-brands/
