Abstrakcyjny
Wybór odpowiedniego materiału na opakowanie tubki kosmetycznej to decyzja o głębokich konsekwencjach dla stabilności produktu, atrakcyjności dla konsumentów i dziedzictwa środowiskowego.
W tej analizie zbadano wieloaspektowy proces wyboru materiałów na tubki kosmetyczne, starając się zachować skomplikowaną równowagę między składem chemicznym receptury, estetyką marki, doświadczeniem użytkownika i imperatywami zrównoważonego rozwoju. Zagłębia się w właściwości materiałów podstawowych, takich jak polietylen (PE) o różnych gęstościach, a także zaawansowane struktury wielowarstwowe i laminowane (ABL, PBL) zaprojektowane w celu zwiększonej barierowej ochrony przed tlenem, światłem i wilgocią.
Dyskusja obejmuje rosnącą dziedzinę materiałów zrównoważonych, w tym żywicę pokonsumencką (PCR), biotworzywa, takie jak PE na bazie trzciny cukrowej, oraz trwałą rolę aluminium.
Oceniając wybór materiałów przez pryzmat kompatybilności chemicznej, wydajności funkcjonalnej, potencjału dekoracyjnego i logistyki łańcucha dostaw, niniejszy przewodnik zapewnia uporządkowane ramy dla właścicieli marek i twórców produktów.
Celem jest ułatwienie świadomego procesu decyzyjnego, który chroni integralność produktu, przy jednoczesnym dostosowaniu się do zmieniających się wymagań etycznych i handlowych rynku światowego w roku 2025.
Kluczowe dania na wynos
- Dopasuj formułę produktu do właściwości barierowych materiału, aby zapobiec degradacji.
- Oceń zrównoważone opcje, takie jak probówki PCR lub trzcina cukrowa, aby spełnić ekologiczne oczekiwania konsumentów.
- Zastanów się, jak elastyczność materiału i wykończenie wpłyną na wrażenia użytkownika końcowego.
- Upewnij się, że wybrany materiał jest kompatybilny z pożądanymi efektami nadruku i dekoracji.
- Nauka wyboru materiałów na tubki kosmetyczne wymaga zrównoważenia kosztów, jakości i wartości marki.
- Nawiąż współpracę z producentem-ekspertem, aby poznać złożone specyfikacje materiałów i źródła zaopatrzenia.
- Aby uzyskać spójny projekt, należy uwzględnić całe opakowanie, łącznie z nakrętkami i aplikatorami.
Spis treści
- Czynnik 1: Dopasowanie właściwości materiału do zgodności formuły produktu
- Czynnik 2: Radzenie sobie ze złożonością wyborów w zakresie zrównoważonego rozwoju i świadomości ekologicznej
- Czynnik 3: Uwzględnienie doświadczenia użytkownika i funkcjonalności dozowania
- Czynnik 4: Ocena dekoracji, marki i potencjału estetycznego
- Czynnik 5: Analiza łańcucha dostaw, produkcji i konsekwencji kosztowych
- Często zadawane pytania (FAQ)
- Wniosek
- Referencje
Czynnik 1: Dopasowanie właściwości materiału do zgodności formuły produktu
Decyzja o wyborze materiału na tubki kosmetyczne nie rozpoczyna się od estetyki czy kosztów, ale od głębokiej i trzeźwej analizy chemii. Tuba to nie tylko pojemnik; jest to podstawowe środowisko, w którym Twoja formuła będzie żyć od momentu jej stworzenia aż do ostatecznego użycia.
Błędna ocena na tym podstawowym etapie może prowadzić do pogorszenia skuteczności, zmiany profili sensorycznych, a nawet całkowitego niepowodzenia produktu.
Relacja pomiędzy formułą i opakowaniem to intymny, ciągły dialog, a materiał tubki dyktuje warunki tej rozmowy. Mądry wybór oznacza działanie w roli odpowiedzialnego zarządcy produktu, który tak starannie opracowałeś.
Podstawowa rola polietylenu (PE) w tubach kosmetycznych
Polietylen stanowi podstawę produkcji tub kosmetycznych. Jego wszechobecność świadczy o jego wszechstronności, opłacalności i dobrze poznanych właściwościach.
A jednak, o czym mowa “PE” jako monolit polega na przeoczeniu kluczowych różnic, które czynią go odpowiednim dla tak szerokiej gamy produktów. Rozważmy dwa podstawowe warianty, z którymi się spotkasz:
- Polietylen o małej gęstości (LDPE): Wyobraź sobie uczucie miękkiej, elastycznej tubki kremu do rąk. To satysfakcjonująco łatwe ściskanie jest często dziełem LDPE. Jego struktura molekularna charakteryzuje się znacznym rozgałęzieniem, co zapobiega ścisłemu upakowaniu łańcuchów polimeru. Skutkuje to mniejszą gęstością i większą elastycznością. Jest to doskonały wybór do ogólnej pielęgnacji skóry, takiej jak balsamy i kremy, gdzie głównym problemem nie jest wysoki poziom bariery chemicznej.
- Polietylen o dużej gęstości (HDPE): Natomiast HDPE ma bardziej liniową strukturę molekularną z minimalnym rozgałęzieniem. Umożliwia to ścisłe upakowanie łańcuchów, tworząc materiał, który jest sztywniejszy, solidniejszy i nieprzezroczysty niż LDPE. Oferuje nieco lepszą odporność chemiczną, dzięki czemu nadaje się do produktów takich jak szampony lub niektóre środki czyszczące. Pomyśl o tubie, która musi stabilnie stać na półce i nie opadać — HDPE zapewnia integralność strukturalną.
Wybór pomiędzy LDPE, HDPE lub ich mieszanką (często określaną jako MDPE) jest pierwszym ważnym punktem decyzji. Wymaga to rozważenia lepkości produktu i pożądanego doświadczenia użytkownika.
Cienkie, wodniste serum w bardzo miękkiej tubie z LDPE może dozować się zbyt szybko, natomiast gęsty, gęsty balsam w sztywnej tubie z HDPE może być frustrujący w użyciu.
| Tworzywo | Kluczowa charakterystyka | Typowe zastosowania | Właściwości barierowe |
|---|---|---|---|
| LDPE | Miękka, elastyczna, półprzezroczysta, dobra bariera dla wilgoci. | Kremy do rąk, balsamy, środki do mycia twarzy, płyny do mycia ciała. | Niska bariera dla tlenu i związków organicznych. |
| HDPE | Sztywny, mocny, nieprzezroczysty, lepsza odporność chemiczna niż LDPE. | Szampony, odżywki, produkty o większym formacie wymagające stabilności. | Umiarkowana bariera; lepszy niż LDPE, ale nadal przepuszczalny. |
| PBL | Całkowicie plastikowy, doskonały “odskok” (powraca do kształtu), dobre opcje barierowe. | Filtry przeciwsłoneczne, najwyższej jakości produkty do pielęgnacji skóry, maści farmaceutyczne. | Dobra lub doskonała, w zależności od grubości warstwy EVOH. |
| ABL | Warstwa folii aluminiowej, doskonała bariera, brak odbicia (“martwy fałd”). | Pasta do zębów, kolor włosów, agresywne formuły (np. substancje aktywne o dużej mocy). | Najlepsza możliwa bariera przed światłem, tlenem i wilgocią. |
Zrozumienie rur wielowarstwowych i laminowanych do ochrony barier
W przypadku znacznej części nowoczesnych receptur kosmetycznych zwykła jednowarstwowa tubka PE jest niewystarczająca. Składniki aktywne, takie jak witamina C (kwas askorbinowy), retinoidy, nadtlenek benzoilu i wiele naturalnych olejków eterycznych są bardzo wrażliwe. Mogą ulec degradacji pod wpływem tlenu, światła UV, a nawet w wyniku interakcji lub migracji przez plastik samej rurki. Niezbędna staje się tu pomysłowość tub wielowarstwowych i laminowanych.
Pomyśl o wielowarstwowej tubie jak o wyrafinowanej warstwie polimerów, w której każda warstwa pełni określoną funkcję.
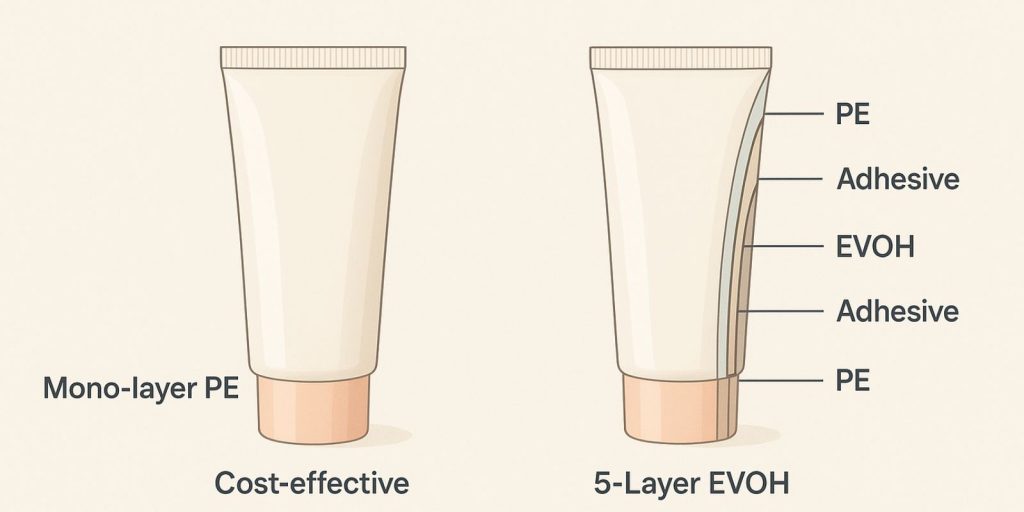
Typowa 5-warstwowa tuba współwytłaczana składa się z zewnętrznej warstwy PE zapewniającej możliwość nadruku i dotyku, wewnętrznej warstwy PE zapewniającej kontakt z formułą, dwóch klejów lub “krawat” warstwy i, co najważniejsze, centralną warstwę barierową.
Najpopularniejszym materiałem barierowym jest Alkohol etylowo-winylowy (EVOH). EVOH ma wyjątkową zdolność blokowania przepływu tlenu i innych gazów.
Obecność tej niewidzialnej wewnętrznej osłony sprawia, że wrażliwe serum przeciwutleniające jest skuteczne lub zapobiega z czasem rozproszeniu charakterystycznego zapachu miętowego kremu do stóp.
Rury laminowane idą o krok dalej w tej koncepcji i ogólnie dzielą się na dwa typy:
- Laminat barierowy z aluminium (ABL): Jak sama nazwa wskazuje, rury ABL zawierają cienką warstwę folii aluminiowej, zwykle umieszczoną pomiędzy warstwami tworzywa sztucznego. Ta warstwa aluminium zapewnia niemal całkowitą barierę dla światła, tlenu, wilgoci i lotnych związków organicznych. To złoty standard ochrony. Właśnie dlatego w produktach takich jak pasta do zębów, farby do włosów i niektóre maści farmaceutyczne od dawna stosowano tubki ABL. Materiał ma swoją charakterystykę “martwy fałd,” co oznacza, że po ściśnięciu pozostaje zmięty i nie odskakuje, co może pomóc użytkownikom w dozowaniu całego produktu.
- Laminat barierowy z tworzywa sztucznego (PBL): Rury PBL zastępują warstwę aluminiową barierą całkowicie z tworzywa sztucznego, zwykle EVOH. Tubki te zapewniają doskonałe właściwości barierowe – często wystarczające w przypadku większości produktów kosmetycznych – zapewniając jednocześnie większą estetykę “odskok” Lub “odbicie” jakość. Po ściśnięciu wracają do pierwotnego kształtu, co dla wielu konsumentów jest bardziej atrakcyjne wizualnie. Co więcej, ponieważ są zbudowane z jednej rodziny materiałów (tworzyw sztucznych), mogą zapewniać prostszą ścieżkę recyklingu niż rury ABL, co omówimy później.
Studium przypadku: wybór pomiędzy jednowarstwową rurką PE a 5-warstwową rurką EVOH
Przeprowadźmy eksperyment myślowy. Załóżmy, że opracowujesz nowy, wysokiej klasy krem nawilżający do twarzy. The “bohater” składnikiem jest delikatny, drogi ekstrakt botaniczny znany ze swoich właściwości łagodzących.
Formuła zawiera także lekki, naturalny zapach na bazie cytrusowych olejków eterycznych.
Pierwszą myślą może być użycie prostej, ekonomicznej tuby LDPE. Jest miło i ekonomicznie. Jednak głębsza analiza ujawnia potencjalne problemy. Cytrusowe olejki eteryczne zawierają związki takie jak limonen, które z czasem mogą powodować “oskalpować” produktu (co oznacza, że składniki zapachowe są wchłaniane przez plastik) lub nawet migrują przez ściankę tubki, co prowadzi do utraty zapachu.
Co ważniejsze, cenny ekstrakt botaniczny może być podatny na utlenianie. Jeśli tlen z powietrza zewnętrznego będzie mógł powoli przenikać przez ściankę LDPE, ekstrakt ulegnie degradacji, tracąc swoje właściwości na długo przed upływem terminu ważności produktu. Klientowi, płacąc wyższą cenę, pozostanie krem mniej skuteczny, bezzapachowy.
Rozważmy teraz 5-warstwową tubę z barierą EVOH. Wewnętrzna warstwa PE jest obojętna i bezpieczna w kontakcie z formułą. Warstwa EVOH działa jak twierdza, zapobiegając ucieczce cytrusowego zapachu i, co ważniejsze, zatrzymując wnikanie tlenu atmosferycznego.
Zewnętrzna warstwa PE zapewnia piękną powierzchnię do nadruku logo Twojej marki. Chociaż koszt jednostkowy tej tuby jest wyższy, zapewnia ona integralność i jakość produktu przez cały jego cykl życia.
Chroni inwestycję klienta, a co za tym idzie, reputację Twojej marki. To wyraźny przykład tego, jak wybierać materiały na tubki kosmetyczne nie w oparciu o koszt początkowy, ale o całkowitą wartość i ograniczenie ryzyka.
Chemiczny taniec: jak aktywne składniki wchodzą w interakcję z opakowaniem
Interakcja formuły kosmetyku z jego opakowaniem to złożony taniec chemiczny. Nie zawsze chodzi o ochronę receptury przed światem zewnętrznym; czasami chodzi o zabezpieczenie pojemnika przed formułą. Niektóre agresywne składniki mogą uszkodzić sam materiał opakowania.
Przykładowo formuły o bardzo wysokim lub bardzo niskim pH, zawierające określone rozpuszczalniki lub mocne olejki eteryczne (np. z drzewa herbacianego czy golmierzu) mogą powodować pęcznienie, pękanie czy rozwarstwianie źle dobranej tubki.
Dlatego testowanie zgodności nie jest krokiem opcjonalnym; jest to obowiązkowa część procesu rozwoju produktu.
Testowanie to zazwyczaj polega na napełnieniu wybranej probówki ostatecznym preparatem i umieszczeniu jej w komorach stabilności, które symulują przyspieszone starzenie (np. wysokie temperatury 40–50°C) na okres od 1 do 3 miesięcy. W tym czasie produkt jest okresowo sprawdzany pod kątem zmian koloru, zapachu, lepkości i pH.
Sama rurka jest również sprawdzana pod kątem wszelkich zmian fizycznych, takich jak zapadnięcie się paneli, pęcznienie, pękanie na uszczelce lub utrata masy (wskazująca na ucieczkę składników produktu).
Pomyślny test daje Ci pewność, że taniec pomiędzy Twoją recepturą a jej opakowaniem będzie harmonijny.
Czynnik 2: Radzenie sobie ze złożonością wyborów w zakresie zrównoważonego rozwoju i świadomości ekologicznej

W 2025 roku stanowisko marki w sprawie zrównoważonego rozwoju nie będzie już peryferyjną historią marketingową; jest podstawowym elementem jej tożsamości i znaczącym czynnikiem wpływającym na wybory konsumenckie. Opakowanie, będące najbardziej namacalnym i jednorazowym elementem produktu, jest poddawane intensywnej kontroli.
Szacuje się, że rocznie produkuje się 120 miliardów opakowań kosmetyków, z których zdecydowana większość trafia na wysypiska śmieci (Topfeelpack, 2024). Dlatego kwestia wyboru materiałów na tubki kosmetyczne jest nierozerwalnie związana z kwestiami odpowiedzialności ekologicznej. To nie jest prosta kwestia wyboru “zielony” istotne, ale zrozumienia złożonego cyklu życia i kompromisów każdej opcji.
Żywice pokonsumenckie (PCR): równoważenie zawartości pochodzącej z recyklingu z wydajnością
Żywica pokonsumencka (PCR) to plastik, który został poddany recyklingowi z odpadów konsumenckich — pomyśl o dzbankach na mleko, butelkach na wodę i innych pojemnikach jednorazowego użytku, które zostały zebrane, oczyszczone, posortowane i ponownie granulowane.
Włączenie PCR do tubek kosmetycznych to skuteczny sposób na uczestnictwo w gospodarce o obiegu zamkniętym. Zmniejsza zapotrzebowanie na pierwotne tworzywa sztuczne pochodzące z paliw kopalnych i zapobiega składowaniu odpadów na wysypiskach.
Jednak praca z PCR wymaga pewnego zrozumienia technicznego i elastyczności.
- Różnice estetyczne: PCR nie jest nieskazitelnym, jednolitym materiałem. Ponieważ pochodzi z mieszanego strumienia towarów pochodzących z recyklingu, może wykazywać niewielkie różnice kolorystyczne. Probówka wykonana z dużą zawartością PCR może mieć delikatny szarawy lub żółtawy odcień i może zawierać drobne, ledwo widoczne “czarne plamki.” Dla marki, która wymaga czystej, śnieżnobiałej tubki, może to być wyzwanie. Jednak wiele marek przejmuje tę estetykę, a nawet podkreśla ją w swoich działaniach marketingowych jako wizualny znak swojego zaangażowania w zrównoważony rozwój.
- Względy strukturalne: Chociaż nowoczesne przetwarzanie sprawiło, że wydajność PCR jest prawie identyczna jak w przypadku żywicy pierwotnej, mogą występować subtelne różnice w przetwarzaniu i integralności strukturalnej. Aby zapewnić trwałość probówki, szczególnie na uszczelce i kołnierzu, niezbędna jest współpraca z dostawcą posiadającym doświadczenie w produkcji metodą PCR.
- Procent zawartości: Probówki można wykonać z różnym procentem PCR, od 10% do 100%. Im wyższy odsetek, tym większe korzyści dla środowiska, ale także tym wyraźniejsze potencjalne różnice estetyczne. Powszechnym podejściem jest zastosowanie PCR do zewnętrznych warstw wielowarstwowej probówki, przy jednoczesnym zachowaniu wewnętrznej warstwy stykającej się z produktem, wykonanej z pierwotnej żywicy, aby zagwarantować czystość i kompatybilność.
Decyzja o zastosowaniu PCR jest oświadczeniem. Informuje konsumenta, że aktywnie bierzesz odpowiedzialność za cykl życia opakowania.
| Zrównoważony materiał | Podstawowa zaleta | Kluczowa uwaga | Najlepsze dla… |
|---|---|---|---|
| Tworzywo PCR | Redukuje odpady, wspiera gospodarkę o obiegu zamkniętym. | Możliwość niewielkich różnic w kolorze/konsystencji. | Marki chcące mieć wymierny wpływ na odpady z tworzyw sztucznych. |
| Trzcina cukrowa PE | Wykonane z zasobów odnawialnych, produkcja bez emisji dwutlenku węgla. | Chemicznie identyczny z kopalnym PE; nie ulega biodegradacji. | Natychmiastowy zamiennik konwencjonalnego PE w celu zmniejszenia śladu węglowego. |
| Aluminium | Możliwość nieskończonego recyklingu przy wysokich wskaźnikach recyklingu. | Wyższe zużycie energii w produkcji pierwotnej; łatwo się wgniata. | Maksymalna ochrona produktu i nadanie mu charakteru premium/vintage. |
| PBL (nadający się do recyklingu) | Całkowicie plastikową konstrukcję można zaprojektować do strumieni recyklingowych. | Bariera EVOH może komplikować recykling w niektórych systemach. | Marki wymagające dobrej ochrony barierowej w formacie przypominającym monomateriał. |
Biotworzywa sztuczne: obietnica i niebezpieczeństwo trzciny cukrowej i PLA
Termin “bioplastik” może być mylące, ponieważ obejmuje różne materiały o bardzo różnych właściwościach i scenariuszach końca życia. Zrozumienie tej różnicy jest niezwykle istotne.
Jednym z najbardziej obiecujących biotworzyw do tubek kosmetycznych jest Polietylen na bazie trzciny cukrowej. Ten materiał to cud na bazie biologii. Podczas swojego wzrostu trzcina cukrowa wychwytuje CO2 z atmosfery.
Trzcinę cukrową przetwarza się następnie w celu wytworzenia etanolu, który następnie przekształca się w etylen, a następnie polietylen.
Rezultatem jest tworzywo sztuczne, które jest chemicznie i fizycznie identyczne z tradycyjnym PE otrzymywanym z paliw kopalnych. Oznacza to, że może być używany jako “wpadnięcie” wymianę bez konieczności ponownego testowania kompatybilności formuły lub zmiany procesów produkcyjnych. Można go również w pełni poddać recyklingowi w istniejącym strumieniu recyklingu PE (nr 2 i nr 4). Jego podstawową zaletą jest odnawialne pochodzenie i rola w zmniejszaniu śladu węglowego opakowania.
Innym dobrze znanym bioplastikiem jest Kwas polimlekowy (PLA). PLA często pochodzi ze skrobi kukurydzianej i jest chwalony za to, że jest “biodegradowalny.”
Termin ten ma jednak istotne zastrzeżenie. PLA ulegnie biodegradacji jedynie w specyficznych warunkach wysokiej temperatury panujących w kompostowni przemysłowej.
Nie ulegnie rozkładowi w przydomowym kompostowniku ani nie ulegnie degradacji na wysypisku śmieci lub w przypadku wylądowania w oceanie. Co więcej, jeśli PLA zostanie omyłkowo umieszczony w standardowym strumieniu recyklingu tworzyw sztucznych, może zanieczyścić całą partię PET lub PE, czyniąc go bezużytecznym.
Z tych powodów, chociaż PLA jest interesującym materiałem do niektórych zastosowań (np. jednorazowe artykuły spożywcze w systemie zamkniętym), często stanowi problematyczny wybór w przypadku szeroko dystrybuowanych towarów konsumpcyjnych, takich jak kosmetyki.
Rozważając biotworzywa, przejrzystość cyklu życia PE z trzciny cukrowej – odnawialne źródło, wydajność i standardowa możliwość recyklingu – często sprawia, że jest to bardziej odpowiedzialny i mniej mylący wybór dla konsumentów niż PLA.
Pytanie o aluminium: możliwość recyklingu, waga i ochrona
Rurki aluminiowe przywołują poczucie dziedzictwa, jakości i skuteczności farmaceutycznej. Oferują niezrównaną ochronę barierową, jak omówiono wcześniej.
Z punktu widzenia zrównoważonego rozwoju największym atutem aluminium jest jego nieskończona możliwość recyklingu. Można go wielokrotnie przetapiać i przekształcać w nowe produkty aluminiowe, bez utraty jakości. Wskaźniki recyklingu aluminium są również ogólnie wyższe niż w przypadku wielu tworzyw sztucznych w Ameryce Północnej i Europie.
Kompromis polega na początkowej produkcji. Wytwarzanie pierwotnego aluminium z rudy boksytu jest procesem niezwykle energochłonnym. Chociaż stosowanie aluminium pochodzącego z recyklingu znacznie zmniejsza to zapotrzebowanie na energię (nawet o 95%), łańcuch dostaw rur aluminiowych pochodzących w 100% z recyklingu może być złożony.
Ponadto rury aluminiowe są cięższe niż ich plastikowe odpowiedniki, co może zwiększać emisję dwutlenku węgla związaną z transportem. Mają tendencję do wgnieceń i zagnieceń, zapewniając jednocześnie funkcjonalność “martwy fałd,” może być postrzegane jako wada estetyczna przez niektóre marki dążące do eleganckiego, wiecznie doskonałego wyglądu.
Dla innych to “wabi-sabi” jakość dobrze wykorzystanej rurki aluminiowej jest częścią jego uroku.
Projektowanie pod kątem możliwości recyklingu: holistyczne podejście wykraczające poza wybór materiałów
Prawdziwie zrównoważony projekt wymaga myślenia o całym opakowaniu, a nie tylko o korpusie tuby. Taka jest zasada “Projekt umożliwiający recykling” (DfR). Tubka PE, która doskonale nadaje się do recyklingu, może sprawić, że nie będzie nadawała się do recyklingu w wyniku złego wyboru zakrętki, rękawa lub etykiety.
Rozważ te czynniki:
- Kombinacja materiałów: Idealne opakowanie nadające się do recyklingu to: “monomateriał” jeden, w którym rurka, kołnierz i nasadka są wykonane z tego samego rodzaju tworzywa sztucznego (np. w całości z PE lub w całości z PP). Kiedy materiały są mieszane, zautomatyzowane systemy sortowania w zakładach zajmujących się recyklingiem mogą się pomylić, często kierując opakowanie na składowisko.
- Czapka: Jeśli korpus tubki jest wykonany z PE, czy nasadka jest również wykonana z PE? A może polipropylen (PP)? Chociaż niektóre zaawansowane urządzenia mogą je rozdzielić, podejście monomateriałowe jest zawsze bezpieczniejsze. A co z metalizowaną nasadką na plastikowej tubce? Jest to częste miejsce skażenia.
- Etykiety i rękawy: Obkurczający się rękaw wykonany z PVC lub PETG na tubie PE sprawi, że całe opakowanie nie będzie nadawało się do recyklingu. Materiał rękawa jest zanieczyszczeniem. Jeśli etykieta jest konieczna, powinna być mała i wykonana z kompatybilnego materiału z klejem zmywalnym, umożliwiającym jej usunięcie w procesie recyklingu.
- Kolor: Ciemne, czarne jak węgiel tworzywa sztuczne mogą być niewidoczne dla technologii sortowania w podczerwieni (NIR) stosowanej w wielu zakładach recyklingu. Oznacza to, że czarna rura PE, chociaż z technicznego punktu widzenia nadaje się do recyklingu, może być automatycznie sortowana w celu składowania na wysypisku. Wybór jaśniejszych kolorów lub użycie czarnych pigmentów niezawierających węgla może rozwiązać ten problem.
Wybór zrównoważonej ścieżki wymaga dialogu z Tobą dostawca opakowań.
Zapytaj ich o opcje monomateriałowe, zakrętki nadające się do recyklingu i pigmenty kompatybilne z systemami sortowania. Ten głębszy poziom dociekania jest cechą prawdziwie odpowiedzialnej marki.
Czynnik 3: Uwzględnienie doświadczenia użytkownika i funkcjonalności dozowania

Materiał tubki kosmetycznej nie jest naczyniem pasywnym; jest aktywnym uczestnikiem codziennego rytuału stosowania produktu. Jego właściwości dotykowe, elastyczność i sposób, w jaki współpracuje z systemem zamykania, przyczyniają się do podświadomej oceny konsumenta na temat jakości i atrakcyjności produktu.
Pięknie sformułowany krem w opakowaniu, które jest trudne lub nieprzyjemne w użyciu, nie zachęci do ponownego zakupu. Dlatego też głęboka empatia dla doświadczeń użytkownika końcowego musi kierować procesem wyboru materiałów na tubki kosmetyczne.
Współczynnik ściskania: elastyczność materiału i lepkość produktu
Najbardziej podstawową interakcją konsumenta z tubką jest jej ściskanie. Ilość wymaganej siły, sposób, w jaki rura ugina się i odzyskuje swój kształt, zależą od wyboru materiału i grubości ścianki.
Ten “współczynnik ściśnięcia” musi być zharmonizowany z lepkością Twojej receptury.
Wyobraź sobie bardzo rzadkie, płynne serum. Jeśli jest zapakowany w bardzo miękką, cienkościenną tubę LDPE, delikatne, przypadkowe wciśnięcie w kosmetyczce może spowodować wyciek znacznej ilości produktu.
W przypadku takiej formuły bardziej odpowiedni może być nieco sztywniejszy materiał, taki jak MDPE lub nawet tubka PBL, która zapewnia bardziej kontrolowane dozowanie. Użytkownik musi mieć poczucie, że ma kontrolę nad ilością dozowanego produktu, kropla po kropli.
I odwrotnie, rozważ grubą, przypominającą pastę maskę glinianą. Zapakowanie tego w sztywną tubę HDPE byłoby funkcjonalną katastrofą.
Użytkownik musiałby użyć znacznej siły, aby dozować produkt, a w miarę opróżniania tubki prawie niemożliwe stało się wydobycie ostatnich 20-30% maski. Prowadzi to do frustracji klientów i marnowania produktów.
W przypadku produktu o tak dużej lepkości idealna jest miękka, bardzo elastyczna tuba LDPE. Jeszcze lepszym wyborem może być lampa ABL, której “martwy fałd” Charakterystyka pozwala użytkownikowi zwinąć tubę od dołu, zapewniając łatwe wyciągnięcie każdego najmniejszego kawałka produktu.
Ta równowaga jest krytycznym aspektem projektowania skoncentrowanego na użytkowniku. Trzeba mentalnie (i fizycznie) przejść przez proces stosowania produktu od pierwszej do ostatniej aplikacji.
Jak zmienia się odczucie tubki podczas jej opróżniania? Czy staje się to trudne w obsłudze? Czy zachowuje swój estetyczny wygląd?
Nakrętka, pompka czy aplikator? Jak zamknięcia wpływają na wybór materiału
Tuba nie działa w izolacji. Tworzy system wraz ze swoim zamknięciem – czy to prostą zakrętką, flip-topem, pompką dozującą czy specjalistycznym aplikatorem. Wybór zamknięcia może nałożyć szczególne wymagania na materiał i konstrukcję rury.
- Standardowe zaślepki (nakręcane/odkręcane): Są to najpopularniejsze zamknięcia i są kompatybilne z najszerszą gamą materiałów rur. Najważniejszą kwestią jest tutaj “nitka” na szyjce rurki lub “głowa.” Materiał musi być wystarczająco wytrzymały, aby wytrzymać powtarzający się moment obrotowy otwierania i zamykania bez odrywania się i pękania.
- Pompy dozujące (bezpowietrzne lub standardowe): W przypadku wysokowartościowych balsamów i serum często stosuje się pompy, aby zapewnić precyzyjne i odmierzone dozowanie. System pomp bezpowietrznych, w którym zastosowano wznoszący się tłok wewnątrz rurki, często wymaga sztywniejszej konstrukcji rurki (takiej jak PBL lub PE o grubszych ściankach), aby prawidłowo działać i zapobiegać zapadaniu się ścianek rurki do wewnątrz podczas użytkowania produktu.
- Aplikatory specjalistyczne: Na rynku można znaleźć innowacyjne aplikatory zintegrowane bezpośrednio z główką tuby: ceramiczne lub metalowe kulki do chłodzenia kremów pod oczy, silikonowe wypustki do masowania w zabiegach czy końcówki pędzelkowe do korektorów punktowych. Aplikatory te często wymagają specyficznej konstrukcji główki i ramienia na tubce. Materiał rury musi nadawać się do niezawodnego formowania i spawania z bardziej złożonymi typami głowic. Na przykład aplikator z metali ciężkich może być lepiej wspierany przez mocniejsze ramię rurki z PBL lub HDPE niż bardzo miękki aplikator z LDPE.
Integracja tuby i zamknięcia to partnerstwo techniczne. Rozważając innowacyjny aplikator, należy omówić jego wymagania z producentem tuby na wczesnym etapie procesu.
Mogą doradzić, które materiały można z powodzeniem połączyć z pożądanym zamknięciem, aby zapewnić płynne i niezawodne doświadczenie użytkownika. W tym miejscu nawiązujemy współpracę z dostawcą kompleksowych usług rozwiązania w zakresie opakowań w tubach kosmetycznych stają się nieocenione, ponieważ mogą zapewnić kompatybilność wszystkich komponentów.
Dotyk luksusu: walory dotykowe i estetyczne materiałów
Poza czystą funkcjonalnością, wyczucie tubki w dłoni przekazuje bogactwo informacji o marce. To doświadczenie dotykowe, lub “dotyk,” to potężne, choć subtelne narzędzie marketingowe.
Standardowa błyszcząca tubka PE wydaje się czysta, wydajna i znajoma. Nie bez powodu jest to standard. Jednakże rurka z “miękki w dotyku” lub matowe wykończenie sprawia wrażenie zupełnie innego.
Jest aksamitny, premium i antypoślizgowy. Mówi o dyskretnym luksusie i nowoczesnej estetyce. Wykończenie to zwykle osiąga się poprzez dodanie specjalnego lakieru lub powłoki jako ostatniego etapu procesu dekoracji, a jego przyczepność i trwałość mogą się różnić w zależności od materiału rury.
Rurki PBL, z ich gładkimi, bezszwowymi korpusami i satysfakcjonującym odbiciem, często sprawiają wrażenie solidniejszych i bardziej zaawansowanych niż podstawowa rura PE. Niewielki dodatkowy ciężar i doskonały powrót do formy po ściśnięciu przyczyniają się do postrzegania jakości.
Aluminium o chłodnym, metalicznym dotyku i satysfakcjonującej wadze komunikuje skuteczność, ochronę, a często także nawiązanie do tradycji aptekarskich lub farmaceutycznych.
Sposób, w jaki zachowuje swój kształt i zapisuje historię użytkowania w zagięciach i fałdach, może stworzyć osobistą więź z użytkownikiem.
Wybierając materiał, nie kieruj się tylko specyfikacją. Zapytaj o próbki. Trzymaj je. Ściśnij je. Zamknij oczy i skup się na wrażeniach dotykowych. Czy to uczucie jest zgodne z historią Twojej marki?
Czy to jak krem do rąk za 10 dolarów czy kuracja przeciwstarzeniowa za 90 dolarów? Ta empatyczna, oparta na zmysłach ocena jest kluczowym krokiem w dokonaniu wyboru, który rezonuje z konsumentami na poziomie emocjonalnym.
Czynnik 4: Ocena dekoracji, marki i potencjału estetycznego

Tubka kosmetyczna to czyste płótno. Grafika, kolory i tekstury zastosowane na powierzchni sprawiają, że z zwykłego pojemnika staje się potężnym ambasadorem Twojej marki. To pierwsza rzecz, którą klient widzi na półce i stały punkt kontaktu z marką na blacie w łazience.
Materiał, który wybierzesz na tubę, ma bezpośredni i głęboki wpływ na dostępne techniki dekoracyjne i ostatecznie na wizualną historię, którą możesz opowiedzieć.
Przemyślane podejście do wyboru materiałów na tubki kosmetyczne wymaga od samego początku wyobrażenia sobie finalnego, zdobionego produktu.
Możliwości drukowania: offset, sitodruk i tłoczenie na gorąco na różnych materiałach
Trzy najpopularniejsze metody ozdabianie tub kosmetycznych każdy z nich ma swoje mocne strony i jest dostosowany do różnych materiałów i celów projektowych.
- Druk offsetowy na sucho: To jest koń pociągowy dekoracji tub. Jest to szybki proces, w którym można nakładać do 8 kolorów jednocześnie. Jest idealny do fotorealistycznych obrazów, złożonych gradientów i projektów wymagających precyzyjnej rejestracji kolorów. Druk offsetowy nakłada stosunkowo cienką warstwę farby, co sprawia, że jest bardzo opłacalny przy dużych nakładach. Świetnie sprawdza się na gładkich, równych powierzchniach zarówno wytłaczanych rur PE, jak i laminowanych (PBL/ABL). W przypadku rur laminowanych grafika jest zazwyczaj “odwrócony druk” na spodniej stronie górnej warstwy tworzywa sztucznego, zanim zostanie uformowana w tubę, chroniąc grafikę przed zadrapaniami i zużyciem.
- Sitodruk: Jeśli zależy Ci na odważnych, żywych kolorach z wyczuwalnym w dotyku, wypukłym efektem, najlepszym wyborem będzie sitodruk. W tym procesie atrament jest przepychany przez sito o drobnych oczkach na rurkę, jeden kolor na raz. Ta metoda nakłada grubą, nieprzezroczystą warstwę atramentu, dzięki czemu idealnie nadaje się do uzyskania jasnej bieli lub żywych kolorów na ciemnej lub kolorowej tubie. Nadaje wrażenie doskonałej tekstury, której druk offsetowy nie jest w stanie odtworzyć. Choć jest wolniejszy i często droższy niż offset, jego jakość jest namacalna. Dobrze przylega do rurek PE, PBL i ABL, chociaż może być konieczna obróbka powierzchni, aby zapewnić odpowiednią przyczepność atramentu.
- Tłoczenie na gorąco: Aby uzyskać odrobinę metalicznego blasku, tłoczenie na gorąco jest niezrównane. Proces ten wykorzystuje ciepło i ciśnienie do przeniesienia cienkiej warstwy metalicznej lub pigmentowanej folii na rurkę. Służy do tworzenia błyszczących złotych lub srebrnych logo, obramowań lub tekstów, które wychwytują światło i sygnalizują luksus. Można go nakładać zarówno na dzieła sztuki offsetowej, jak i wykonane metodą sitodruku, aby dodać ostateczny, przyciągający wzrok szczegół. Gładkie powierzchnie wszystkich typów rur ogólnie nadają się do tłoczenia na gorąco.
Wybór materiału może mieć wpływ na te procesy. Na przykład szew na laminowanej tubie (ABL/PBL) tworzy małą, nieuniknioną szczelinę w dowolnej grafice 360 stopni.
Wytłaczana rura PE, będąca bezszwową, pozwala na ciągłą, nieprzerwaną konstrukcję na całym obwodzie. Może to mieć kluczowe znaczenie, jeśli koncepcja projektu opiera się na obrazie otaczającym.
Wizualny efekt wykończenia materiału: błyszczący, matowy i perłowy
Oprócz drukowanych dzieł sztuki, naturalne wykończenie tuby sam nadaje ogólny ton.
- Błysk: Jest to standardowe wykończenie większości rur. Jest jasny, odblaskowy i nadaje kolorom żywy akcent. Błyszczące wykończenie komunikuje czystość, energię i jest łatwe do czyszczenia.
- Matowe wykończenie: Matowe wykończenie uzyskuje się poprzez nałożenie na tubus specjalnego, nierefleksyjnego lakieru. Pochłania światło, nadając świetlówce wyrafinowany, aksamitny i nowoczesny wygląd. Może sprawić, że kolory będą wyglądać na bardziej stonowane i ziemiste. Matowe wykończenie często kojarzone jest z jakością premium, “mniej znaczy więcej” branding.
- Efekty perłowe lub metaliczne: Sam materiał tuby można nasycić efektami specjalnymi. Dodając określone pigmenty do żywicy PE przed jej wytłaczaniem, tubie można nadać subtelny, perłowy połysk lub metaliczny połysk. Może to stworzyć głęboki, błyszczący efekt, którego nie da się osiągnąć samym drukiem, dzięki czemu całe opakowanie będzie olśniewać jakością.
Planując projekt, zastanów się, w jaki sposób te wykończenia będą ze sobą współdziałać. Matowa tuba z małym, wytłoczonym na gorąco błyszczącym złotym logo tworzy piękny kontrast faktur.
Fotorealistyczny obraz wydrukowany na błyszczącej tubie będzie wyglądał ostro i żywo. Aby osiągnąć estetyczną wizję Twojej marki, materiał i wykończenie muszą ze sobą współgrać.
Dla marek, które chcą stworzyć niepowtarzalny wygląd, badając opcje niestandardowe tuby kosmetyczne z doświadczonym producentem mogą odblokować szeroką gamę możliwości twórczych.
Osiągnięcie spójnej tożsamości marki w całej linii produktów
Większość marek nie sprzedaje tylko jednego produktu. Mają linię - środek czyszczący, serum, krem nawilżający i filtr przeciwsłoneczny.
Kluczowym wyzwaniem jest utrzymanie spójnej i rozpoznawalnej tożsamości marki w przypadku tych różnych produktów, które ze względu na receptury mogą wymagać różnych typów opakowań tubowych.
Twoje serum z witaminą C może wymagać 5-warstwowej tubki EVOH dla ochrony. Twój codzienny środek czyszczący może zmieścić się w prostej jednowarstwowej tubie PE. Twój filtr przeciwsłoneczny o wysokim SPF może wymagać doskonałej bariery w postaci tubki PBL. Jak sprawić, by te trzy różne lampy wyglądały, jakby należały do tej samej rodziny?
W tym przypadku niezbędne jest staranne planowanie z partnerem zajmującym się pakowaniem.
- Dopasowanie kolorów: Czy konkretny kolor Pantone Twojej marki można konsekwentnie odtworzyć na materiałach PE, PBL i ABL? Doświadczony dostawca może zarządzać tym procesem, aby mieć pewność, że charakterystyczny dla Twojej marki błękit będzie wyglądał tak samo na każdym produkcie.
- Konsystencja wykończenia: Czy ten sam matowy lub błyszczący lakier można nakładać na różne typy tub, aby nadać im jednolite wrażenia dotykowe i wygląd?
- Standardy typograficzne i graficzne: Użycie tej samej czcionki, rozmieszczenia logo i elementów graficznych we wszystkich tubach tworzy silne połączenie wizualne, nawet jeśli materiał i kształt tuby nieznacznie się różnią.
- Ujednolicenie czapek: Stosowanie tego samego stylu i koloru czapki w całej linii to jeden z najskuteczniejszych sposobów na stworzenie spójnego, rodzinnego wyglądu.
Celem jest stworzenie “gramatyka wizualna” dla Twojej marki, która będzie rozpoznawalna wśród konsumentów. Kiedy zobaczą ten konkretny kolor, wykończenie i styl czapki, powinni natychmiast pomyśleć o Twojej marce. Wymaga to holistycznego spojrzenia na opakowanie, postrzegania go nie jako serii indywidualnych wyborów, ale jako stworzenia zintegrowanego ekosystemu marki.
Czynnik 5: Analiza łańcucha dostaw, produkcji i konsekwencji kosztowych

Ostateczny zestaw rozważań przy wyborze materiału na tubkę kosmetyczną ma charakter niezwykle praktyczny i obejmuje realia ekonomiczne i logistyczne związane z wprowadzeniem produktu na rynek.
Idealny wybór materiału na papierze nie ma znaczenia, jeśli nie da się go wyprodukować w ramach budżetu, harmonogramu i skali.
Pragmatyczna ocena łańcucha dostaw, procesu produkcyjnego i kosztów całkowitych jest niezbędna do podjęcia zrównoważonej i skutecznej decyzji biznesowej.
Czasy realizacji i MOQ: realia pozyskiwania różnych materiałów
Nie wszystkie materiały rur są sobie równe pod względem dostępności.
- Minimalne ilości zamówienia (MOQ): Odnosi się to do najmniejszej liczby jednostek, jakie producent wyprodukuje w jednej serii. Standardowe materiały, takie jak biały lub naturalny PE, często mają najniższe MOQ, czasami zaczynające się od 5000 do 10 000 sztuk, co jest dostępne dla wschodzących lub niezależnych marek. Jeśli jednak potrzebujesz niestandardowego koloru, efektu specjalnego, takiego jak perłowość, lub wysokiego procentu żywicy PCR, producent może być zmuszony ustawić znacznie wyższe MOQ. Dzieje się tak dlatego, że muszą oczyścić swoje maszyny i wykonać niestandardową mieszankę materiałów dla danego cyklu, co jest ekonomiczne tylko w większej skali (np. 25 000 jednostek lub więcej). Rury laminowane (ABL/PBL) również często mają wyższe MOQ ze względu na złożoność pozyskiwania i drukowania płaskiego materiału laminowanego przed jego uformowaniem w tuby.
- Czas realizacji: Jest to czas od złożenia zamówienia do otrzymania gotowych tub. Standardowe rury PE mają zazwyczaj najkrótszy czas realizacji, często około 4-6 tygodni. Pozyskiwanie specjalistycznych żywic, materiałów o wysokiej zawartości PCR lub złożonych laminatów może wydłużyć harmonogram o tygodnie, a nawet miesiące. Zakłócenia w globalnym łańcuchu dostaw, które były powszechne w ostatnich latach, mogą dodatkowo wpłynąć na dostępność określonych polimerów lub folii aluminiowej.
Dla nowej marki wprowadzającej na rynek swój pierwszy produkt, najrozsądniejszym wyborem może być materiał o niskim MOQ i niezawodnym, krótkim czasie realizacji, pozwalający na większą elastyczność i mniejsze początkowe nakłady kapitału.
Uznane marki o przewidywalnych wielkościach sprzedaży mogą być lepiej przygotowane do wykorzystania korzyści skali wynikających z zamawiania specjalistycznych materiałów przy wyższych MOQ.
Całkowity koszt posiadania: wykraczający poza cenę jednostkową
Częstym błędem jest wybieranie materiału rury wyłącznie na podstawie najniższej ceny jednostkowej podanej przez dostawcę. To podejście ignoruje “Całkowity koszt posiadania,” co obejmuje znacznie szerszy zakres potencjalnych wydatków i ryzyk.
Tańsza tuba o niższej barierze może zaoszczędzić z góry pięć centów na jednostce.
Jeśli jednak ten wybór doprowadzi do zepsucia się 2% produktu na półce w wyniku utlenienia, koszt utraconego towaru, zwrotów od klientów i szkody dla reputacji Twojej marki znacznie przewyższą początkowe oszczędności. Pomyśl o wyborze materiału jako o formie ubezpieczenia swojej formuły.
Rozważ te ukryte koszty:
- Strata produktu: Jak wspomniano, niezgodność może prowadzić do zepsucia.
- Koszty testowania: Bardziej złożony lub nowatorski materiał może wymagać bardziej rozbudowanych i kosztownych testów kompatybilności i stabilności.
- Koszty wysyłki: Cięższe materiały, takie jak aluminium lub grubościenne rury, zwiększą wagę przesyłki, a tym samym koszty logistyki.
- Koszt utraconej możliwości: Jeśli długi czas realizacji zamówienia na specjalny materiał powoduje, że przegapisz kluczowy sezon sprzedaży detalicznej (np. święta), utrata sprzedaży może być znaczna.
Najmądrzejszym podejściem jest ocena kosztu tubki w stosunku do kosztu i wrażliwości zawartej w niej formuły. Nie ma sensu pakować serum za 100 dolarów za uncję, zawierającego drogie i delikatne substancje aktywne, w możliwie najtańszym opakowaniu.
Koszt opakowania należy postrzegać jako procent całkowitej wartości produktu, a inwestowanie w odpowiednie zabezpieczenie to rozsądna strategia biznesowa.
Współpraca z producentem OEM/ODM w celu uzyskania specjalistycznej wiedzy materiałowej
Navigating the labyrinth of material science, sustainability regulations, and supply chain logistics can be overwhelming, especially for brands without a dedicated in-house packaging engineering team. This is where the value of a strong partnership with an experienced Original Equipment Manufacturer (OEM) or Original Design Manufacturer (ODM) becomes clear.
An expert manufacturer is more than just a vendor; they are a consultant and a collaborator. They have deep, hands-on knowledge of how different materials perform, not just in a lab, but in real-world production. They can provide invaluable guidance:
- Material Recommendation: Based on your formula’s ingredient list, your brand’s aesthetic, and your budget, they can recommend the most suitable material options.
- Pozyskiwanie i weryfikacja: Nawiązali relacje z dostawcami surowców i mogą zweryfikować jakość i niezawodność żywic, laminatów i źródeł PCR.
- Wykonalność techniczna: Mogą natychmiast poinformować Cię, czy żądaną dekorację można uzyskać na konkretnym materiale lub czy wybrana nakrętka jest kompatybilna z konkretną główką tuby.
- Zgodność z przepisami: Są na bieżąco z międzynarodowymi przepisami dotyczącymi opakowań, takimi jak te dotyczące bezpieczeństwa w kontakcie z żywnością lub wymogów dotyczących zawartości materiałów pochodzących z recyklingu, dzięki czemu Twoje opakowanie jest zgodne z wymogami rynków docelowych.
Wykorzystując wiedzę partnera produkcyjnego, zmniejszasz ryzyko wprowadzenia produktu na rynek i uwalniasz swój zespół, aby mógł skupić się na tym, co robi najlepiej: formułowaniu, marketingu i budowaniu marki.
Działają jako przewodnik po złożonym, ale kluczowym procesie wyboru materiałów na tubki kosmetyczne, zapewniając, że końcowe opakowanie będzie piękne, funkcjonalne, odpowiedzialne i opłacalne z komercyjnego punktu widzenia.
Często zadawane pytania (FAQ)
Jaka jest główna różnica między lampą ABL i PBL?
Podstawowa różnica polega na warstwie barierowej. W tubie ABL (aluminiowy laminat barierowy) zastosowano cienką warstwę folii aluminiowej, która zapewnia niemal całkowitą barierę dla światła, tlenu i wilgoci. W tubie PBL (plastikowy laminat barierowy) zastosowano plastikową barierę, zazwyczaj EVOH (alkohol etylowo-winylowy), która zapewnia doskonałą, ale nieco mniej absolutną ochronę. Z estetycznego punktu widzenia rurki ABL nie odskakują po ściśnięciu (a “martwy fałd”), podczas gdy lampy PBL mają “odbicie” jakość i powrót do kształtu.
Czy plastik PCR jest bezpieczny dla produktów kosmetycznych?
Tak, żywica PCR (żywica pokonsumencka) jest uważana za bezpieczną dla opakowań kosmetycznych, jeśli pochodzi od renomowanego dostawcy, który przestrzega odpowiednich protokołów czyszczenia i przetwarzania. Aby wyeliminować ryzyko bezpośredniego kontaktu z recepturą, wiele marek decyduje się na wielowarstwową tubkę, w której wewnętrzna warstwa jest wykonana z pierwotnego plastiku dopuszczonego do kontaktu z żywnością, a zewnętrzne warstwy zawierają zawartość PCR. Zapewnia to korzyści w zakresie zrównoważonego rozwoju bez kompromisów w zakresie bezpieczeństwa produktu.
Jak prawidłowo sprawdzić, czy moja formuła jest kompatybilna z materiałem tuby?
Standardową praktyką branżową jest przeprowadzanie testu stabilności. Napełniasz próbki wybranej tuby formułą produktu końcowego i umieszczasz je w komorach o kontrolowanym środowisku w podwyższonych temperaturach (np. 40-45°C), a czasem w temperaturach cyklicznych, na 1 do 3 miesięcy. Przyspiesza to proces starzenia. Następnie okresowo oceniasz zarówno produkt (pod kątem zmian koloru, zapachu, pH, lepkości), jak i opakowanie (pod kątem wycieków, pęknięć, pęcznienia lub rozwarstwiania).
Czy mogę otrzymać tubę w pełni nadającą się do recyklingu, która ma również dobrą barierę ochronną?
Tak, jest to coraz bardziej możliwe. Rurka PBL wykonana ze struktury PE i bariery EVOH jest mocnym kandydatem. Chociaż warstwa EVOH to inny polimer, występujący w małych ilościach procentowych (zwykle poniżej 5% całkowitej masy opakowania), wiele organów zajmujących się recyklingiem często uważa ją za zgodną ze strumieniem recyklingu PE. Zawsze konsultuj się z dostawcą opakowań w sprawie konkretnych certyfikatów i wytycznych dotyczących recyklingu materiałów na rynku docelowym.
Co jest “plastik z trzciny cukrowej” i czy jest biodegradowalny?
Sugarcane plastic, also known as bio-polyethylene, is a plastic made from the ethanol derived from sugarcane, a renewable resource. Chemically and structurally, it is identical to traditional polyethylene made from fossil fuels. It is not biodegradable. Its primary environmental benefit is its renewable origin and the fact that its production can be carbon-negative. A major advantage is that it is fully recyclable in the existing PE recycling stream (No. 2 or No. 4).
Why do some tubes have a visible seam?
Charakterystyczną cechą rur laminowanych (zarówno ABL, jak i PBL) jest widoczny szew. Tuby te są wytwarzane poprzez drukowanie na płaskim arkuszu materiału laminowanego, który jest następnie cięty i zwijany w cylinder, a krawędzie są zgrzewane ze sobą, tworząc tubę. Ten punkt łączenia tworzy szew. Wytłaczane tuby, które powstają poprzez przetłaczanie stopionego plastiku przez okrągłą matrycę, są bezszwowe i umożliwiają nieprzerwaną dekorację w zakresie 360 stopni.
Jak grubość ścianki wpływa na moją rurkę?
Grubość ścianki wpływa na sztywność, wyczucie i właściwości barierowe tuby. Grubsza ścianka sprawi, że tuba będzie sprawiać wrażenie solidniejszej i mniej elastycznej, co może być pożądane w przypadku produktu luksusowego lub takiego, który musi stać pionowo. Zapewnia również nieco lepszą barierę niż cieńsza ścianka z tego samego materiału. Cieńsza ścianka tworzy bardziej miękką, łatwiejszą do wyciskania tubkę, która idealnie nadaje się do produktów o dużej lepkości, ale może sprawiać wrażenie mniej luksusowej.
Wniosek
Proces wyboru materiału na tubkę kosmetyczną to mikrokosmos samego procesu budowania marki. Jest to ćwiczenie polegające na zrównoważeniu precyzyjnych wymagań nauki z sugestywną siłą sztuki, praktycznością handlu z pilnym wezwaniem do zarządzania środowiskiem. Nie jest to decyzja, którą należy podjąć pochopnie lub w oparciu o jeden wskaźnik, taki jak koszt.
Jak ustaliliśmy, wybór ten odbija się echem na każdym etapie życia produktu, od zapewnienia stabilności złożonej formuły, poprzez kształtowanie pierwszego wrażenia konsumenta i końcowej interakcji, aż po końcowy los opakowania.
Udany wybór to taki, który odzwierciedla głębokie zrozumienie produktu, empatyczny związek z konsumentem i odpowiedzialną świadomość szerszego świata.
Niezależnie od tego, czy chodzi o niezawodną ochronę wielowarstwowej tuby barierowej, namacalne oświadczenie o zrównoważonym rozwoju opakowania PCR, czy klasyczny wygląd aluminium, wybrany przez Ciebie materiał staje się integralną częścią historii Twojego produktu.
Uwzględniając te kwestie w sposób przemyślany i współpracując z doświadczonymi ekspertami, możesz stworzyć opakowanie, które nie tylko zawiera, ale także podnosi poziom Twojego produktu, chroniąc jego integralność i silnie wyrażając wartości Twojej marki na konkurencyjnym rynku w roku 2025.
Referencje
Cosme-packagings.com. (2025, 23 maja). Jak powstają tubki kosmetyczne? cosme-packagings.com. https://www.cosme-packagings.com/news/how-are-cosmetic-tubes-made-85095457.html
Keyopackaging.com. (2025, 27 sierpnia). Przewodnik branżowy po tubach do pakowania kosmetyków. Keyopackaging.com. https://www.keyopackaging.com/info/an-industry-guide-to-cosmetic-packaging-tubes-103109247.html
Lissonpackaging.com. (2025, 15 maja). Jak wybrać odpowiednią tubkę kosmetyczną dla swojego produktu: kompleksowy przewodnik. lissonpackaging.com. https://www.lissonpackaging.com/how-to-choose-the-right-cosmetic-tube-for-your-product-a-comprehensive-guide
Pagpackaging.com. (2024, 17 kwietnia). Jak wybrać odpowiednią tubkę do swoich kosmetyków. pagpackaging.com. https://pagpackaging.com/how-to-choose-the-right-tube-for-your-beauty-products/
Stengpackaging.com. (2025, 5 czerwca). Struktura i proces tubki kosmetycznej. stengpackaging.com. https://www.stengpackaging.com/jw/structure-and-process-of-cosmetic-tube/
Topfeelpack.com. (2024, 1 stycznia). Jak wybrać materiał na tubki kosmetyczne: Praktyczny przewodnik dla niezależnych marek kosmetycznych. topfeelpack.com. https://www.topfeelpack.com/news/how-to-choose-cosmetic-tube-material-a-practical-guide-for-independent-beauty-brands/
