Abstrakt
Udvælgelsen af passende materiale til kosmetisk tubeemballage er en beslutning af stor betydning for et produkts stabilitet, forbrugerappel og miljømæssige arv.
Denne analyse undersøger den mangefacetterede proces for, hvordan man vælger kosmetiske rørmaterialer, og navigerer i den indviklede balance mellem formuleringskemi, mærkeæstetik, brugeroplevelse og bæredygtighedsimperativer. Den dykker ned i egenskaberne af primære materialer såsom polyethylen (PE) i dens forskellige tætheder, såvel som avancerede flerlags- og laminerede strukturer (ABL, PBL) designet til forbedret barrierebeskyttelse mod ilt, lys og fugt.
Diskussionen strækker sig til det voksende domæne af bæredygtige materialer, herunder Post-Consumer Resin (PCR), bioplast som sukkerrørbaseret PE og aluminiums varige rolle.
Ved at evaluere materialevalg gennem linserne af kemisk kompatibilitet, funktionel ydeevne, dekorativt potentiale og logistik i forsyningskæden giver denne vejledning en struktureret ramme for brandejere og produktudviklere.
Målet er at facilitere en informeret beslutningsproces, der sikrer produktets integritet, samtidig med at den er på linje med de udviklende etiske og kommercielle krav på det globale marked i 2025.
Nøgle takeaways
- Match dit produkts formel til materialets barriereegenskaber for at forhindre nedbrydning.
- Evaluer bæredygtige muligheder som PCR eller sukkerrørsrør for at imødekomme forbrugernes øko-forventninger.
- Overvej, hvordan materialefleksibilitet og finish vil påvirke slutbrugerens oplevelse.
- Sørg for, at det valgte materiale er kompatibelt med dine ønskede print og dekorative effekter.
- At lære at vælge kosmetiske rørmaterialer involverer balancering mellem omkostninger, kvalitet og mærkeværdier.
- Partner med en ekspertproducent for at navigere i komplekse materialespecifikationer og indkøb.
- Indtag hele pakken, inklusive hætter og applikatorer, for et sammenhængende design.
Indholdsfortegnelse
- Faktor 1: Justering af materialeegenskaber med produktformelkompatibilitet
- Faktor 2: Navigering i kompleksiteten af bæredygtighed og miljøbevidste valg
- Faktor 3: Overvejelse af brugeroplevelsen og dispenseringsfunktionaliteten
- Faktor 4: Evaluering af dekoration, branding og æstetisk potentiale
- Faktor 5: Analyse af forsyningskæden, fremstilling og omkostningsimplikationer
- Ofte stillede spørgsmål (FAQ)
- Konklusion
- Referencer
Faktor 1: Justering af materialeegenskaber med produktformelkompatibilitet
Beslutningen om, hvordan man vælger kosmetiske rørmaterialer, begynder ikke med æstetik eller omkostninger, men med en dyb og sober undersøgelse af kemi. Røret er ikke blot en beholder; det er det primære miljø, hvor din formel vil leve fra det øjeblik, den oprettes til dens endelige brug.
En fejlvurdering på dette grundlæggende stadium kan føre til kompromitteret effektivitet, ændrede sensoriske profiler eller endda fuldstændig produktfejl.
Forholdet mellem formlen og dens emballage er en intim, kontinuerlig dialog, og materialet i røret dikterer vilkårene for den samtale. At vælge klogt er at fungere som en ansvarlig forvalter af det produkt, du har udviklet så omhyggeligt.
Polyethylens (PE) grundlæggende rolle i kosmetiske rør
Polyethylen repræsenterer grundlaget for fremstilling af kosmetiske rør. Dens allestedsnærværende er et vidnesbyrd om dens alsidighed, omkostningseffektivitet og velforståede egenskaber.
Alligevel for at tale om “PE” som en monolit er at overse de kritiske distinktioner, der gør den velegnet til en så bred vifte af produkter. Lad os overveje de to primære varianter, du vil støde på:
- Polyethylen med lav densitet (LDPE): Forestil dig følelsen af en blød, smidig håndcreme tube. Den tilfredsstillende lette klem er ofte LDPE's arbejde. Dens molekylære struktur er karakteriseret ved betydelig forgrening, som forhindrer polymerkæderne i at pakke tæt sammen. Dette resulterer i lavere tæthed og større fleksibilitet. Det er et glimrende valg til generel hudpleje som lotioner og cremer, hvor en høj kemisk barriere ikke er den primære bekymring.
- Højdensitetspolyethylen (HDPE): In contrast, HDPE has a more linear molecular structure with minimal branching. This allows the chains to pack closely, creating a material that is more rigid, robust, and opaque than LDPE. It offers slightly better chemical resistance, making it suitable for products like shampoos or some cleansers. Think of a tube that needs to stand firmly on a shelf without slumping—HDPE provides that structural integrity.
The choice between LDPE, HDPE, or a blend of the two (often referred to as MDPE) is your first major decision point. It requires you to consider the viscosity of your product and the desired user experience.
Et tyndt, vandigt serum i et meget blødt LDPE-rør kan dispensere for hurtigt, mens en tyk, tæt balsam i et stift HDPE-rør kan være frustrerende for forbrugeren at bruge.
| Materiale | Nøglekarakteristika | Almindelige applikationer | Barriereegenskaber |
|---|---|---|---|
| LDPE | Blød, fleksibel, gennemskinnelig, god fugtspærre. | Håndcremer, lotion, ansigtsrens, kropsvask. | Lav barriere for ilt og organiske forbindelser. |
| HDPE | Stiv, stærk, uigennemsigtig, bedre kemisk resistens end LDPE. | Shampooer, balsam, produkter i større format, der kræver stabilitet. | Moderat barriere; bedre end LDPE, men stadig permeabel. |
| PBL | Helt i plastik, fremragende “rebound” (vender tilbage til formen), gode barrieremuligheder. | Solcremer, premium hudpleje, farmaceutiske salver. | God til fremragende, afhængig af EVOH-lagtykkelse. |
| ABL | Aluminiumsfolielag, overlegen barriere, ingen rebound (“dødfold”). | Tandpasta, hårfarve, aggressive formler (f.eks. aktive stoffer med høj styrke). | Den bedst mulige barriere mod lys, ilt og fugt. |
Forståelse af flerlags og laminerede rør til barrierebeskyttelse
For en betydelig del af moderne kosmetiske formuleringer er et enkelt monolag PE-rør utilstrækkeligt. Aktive ingredienser såsom C-vitamin (ascorbinsyre), retinoider, benzoylperoxid og mange naturlige æteriske olier er meget følsomme. De kan nedbrydes ved udsættelse for ilt, UV-lys eller endda ved at interagere med eller migrere gennem selve rørets plastik. Det er her opfindsomheden i flerlags- og laminerede rør bliver uundværlig.
Tænk på et flerlagsrør som en sofistikeret sandwich af polymerer, hvor hvert lag udfører en bestemt funktion.
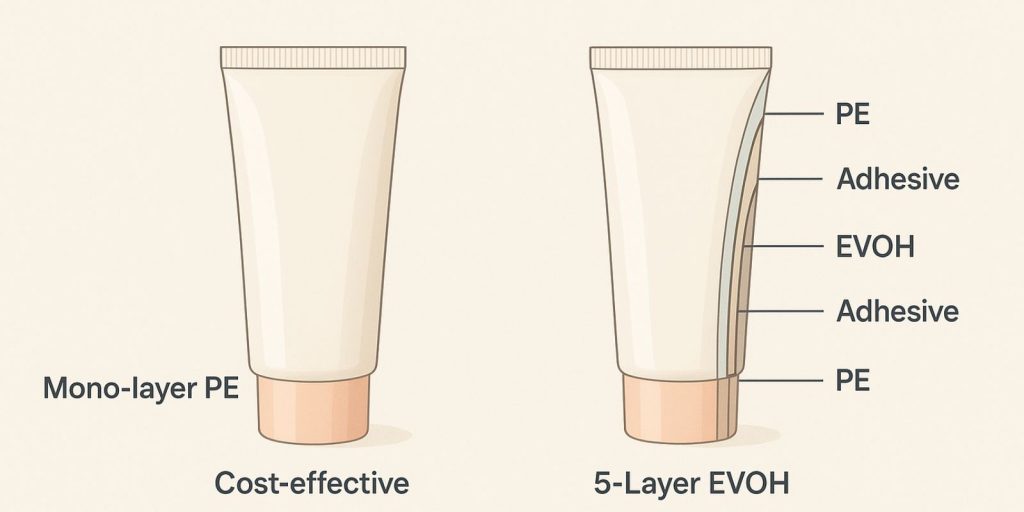
Et typisk 5-lags co-ekstruderet rør består af et ydre lag af PE for printbarhed og fornemmelse, et indre lag af PE til formelkontakt, to klæbemidler eller “binde” lag, og, altafgørende, et centralt barrierelag.
Det mest anvendte barrieremateriale er Ethylvinylalkohol (EVOH). EVOH er enestående i sin evne til at blokere passagen af ilt og andre gasser.
Tilstedeværelsen af dette usynlige indre skjold er det, der holder et følsomt antioxidantserum potent eller forhindrer den karakteristiske duft af en pebermyntefodcreme i at forsvinde over tid.
Laminerede rør tager dette koncept et skridt videre og er generelt kategoriseret i to typer:
- Aluminiumspærrelaminat (ABL): Som navnet antyder, indeholder ABL-rør et tyndt lag aluminiumsfolie, typisk klemt mellem plastlag. Dette aluminiumlag giver en næsten absolut barriere mod lys, ilt, fugt og flygtige organiske forbindelser. Det er guldstandarden for beskyttelse. Det er grunden til, at produkter som tandpasta, hårfarver og visse farmaceutiske salver historisk har brugt ABL-rør. Materialet har en egenskab “dødfold,” hvilket betyder, at den forbliver sammenkrøllet, når den klemmes og ikke springer tilbage, hvilket kan hjælpe brugerne med at dispensere hele produktet.
- Plastbarrierelaminat (PBL): PBL-rør erstatter aluminiumslaget med en barriere af plast, som regel EVOH. Disse rør tilbyder fremragende barriereegenskaber - ofte tilstrækkelige til de fleste kosmetiske produkter - samtidig med at de giver en mere æstetisk “rebound” eller “bounce-back” kvalitet. De vender tilbage til deres oprindelige form efter at være blevet klemt, hvilket mange forbrugere finder mere visuelt tiltalende. Da de er konstrueret af en enkelt familie af materialer (plastik), kan de desuden præsentere en mere ligetil genbrugsvej end ABL-rør, et punkt vi vil udforske senere.
Casestudie: Valg mellem et monolag PE og et 5-lags EVOH rør
Lad os deltage i et tankeeksperiment. Antag, at du er ved at udvikle en ny, high-end ansigts fugtighedscreme. De “helt” ingrediens er et delikat, dyrt botanisk ekstrakt kendt for sine beroligende egenskaber.
Formlen indeholder også en let, naturlig duft afledt af æteriske citrusolier.
Din første tanke kunne være at bruge et simpelt, omkostningseffektivt LDPE-rør. Det føles rart og er økonomisk. En dybere analyse afslører dog potentielle problemer. De æteriske citrusolier indeholder forbindelser som limonen, som over tid kan “hovedbund” produktet (hvilket betyder, at duftkomponenterne absorberes i plastikken) eller endda migrerer gennem rørvæggen, hvilket fører til tab af duft.
Mere kritisk kan det dyrebare botaniske ekstrakt være modtageligt for oxidation. Hvis ilt fra udeluften langsomt kan trænge igennem LDPE-væggen, vil ekstraktet nedbrydes og miste sin effektivitet længe før produktets udløbsdato. Kunden, der har betalt en præmiepris, ville stå tilbage med en mindre effektiv, uparfumeret creme.
Overvej nu et 5-lags rør med en EVOH-barriere. Det indre PE-lag er inert og sikkert for formelkontakt. EVOH-laget fungerer som en fæstning, der forhindrer citrusduften i at slippe ud og, endnu vigtigere, stopper indtrængen af atmosfærisk ilt.
Det ydre PE-lag giver en smuk overflade til at printe dit brands logo. Selvom prisen pr. enhed for dette rør er højere, sikrer det produktets integritet og kvalitet gennem hele dets livscyklus.
Det beskytter kundens investering og i forlængelse heraf dit brands omdømme. Dette er et tydeligt eksempel på, hvordan man vælger kosmetiske rørmaterialer, ikke baseret på startomkostninger, men på samlet værdi og risikobegrænsning.
Den kemiske dans: Hvordan aktive ingredienser interagerer med emballage
Samspillet mellem en kosmetisk formel og dens beholder er en kompleks kemisk dans. Det handler ikke altid om at beskytte formlen mod omverdenen; nogle gange handler det om at beskytte beholderen mod formlen. Visse aggressive ingredienser kan angribe selve emballagematerialet.
For eksempel kan formler med en meget høj eller meget lav pH, eller dem, der indeholder visse opløsningsmidler eller stærke æteriske olier (som tea tree eller wintergreen), forårsage hævelse, revner eller delaminering i et forkert valgt rør.
Derfor er kompatibilitetstest ikke et valgfrit trin; det er en obligatorisk del af produktudviklingsprocessen.
Denne test involverer typisk at fylde det valgte rør med den endelige formel og placere det i stabilitetskamre, der simulerer accelereret ældning (f.eks. høje temperaturer på 40-50°C) i en periode på 1 til 3 måneder. I løbet af denne tid kontrolleres produktet med jævne mellemrum for ændringer i farve, lugt, viskositet og pH.
Selve røret undersøges også for eventuelle fysiske ændringer som paneler (huler ind), hævelse, revner ved forseglingen eller vægttab (angiver, at produktkomponenter undslipper).
En vellykket test giver dig tillid til, at dansen mellem din formel og dens pakke vil være harmonisk.
Faktor 2: Navigering i kompleksiteten af bæredygtighed og miljøbevidste valg

I 2025 er et brands holdning til bæredygtighed ikke længere en perifer markedsføringshistorie; det er en kernekomponent i dens identitet og en væsentlig drivkraft for forbrugernes valg. Emballagen, som er det mest håndgribelige og engangselement i et produkt, er under intens kontrol.
Anslået 120 milliarder enheder skønhedsemballage produceres årligt, hvoraf langt størstedelen ender på lossepladser (Topfeelpack, 2024). Derfor er spørgsmålet om, hvordan man vælger kosmetiske rørmaterialer, uløseligt forbundet med spørgsmål om økologisk ansvar. Dette er ikke et simpelt spørgsmål om at vælge en “grøn” materiale, men at forstå den nuancerede livscyklus og afvejninger af hver mulighed.
Post-Consumer Resins (PCR): Balancerer genbrugsindhold med ydeevne
Post-Consumer Resin (PCR) er plast, der er blevet genbrugt fra forbrugeraffald – tænk på mælkekander, vandflasker og andre engangsbeholdere, der er blevet indsamlet, renset, sorteret og genpelleteret.
At inkorporere PCR i dine kosmetiske rør er en effektiv måde at deltage i den cirkulære økonomi på. Det reducerer efterspørgslen efter jomfruelig, fossilt brændstofbaseret plastik og omdirigerer affald fra lossepladser.
At arbejde med PCR kræver dog en vis grad af teknisk forståelse og fleksibilitet.
- Æstetiske variationer: PCR er ikke et uberørt, ensartet materiale. Fordi det kommer fra en blandet strøm af genbrugsvarer, kan det have små farvevariationer. Et rør lavet med en høj procentdel af PCR kan have en svag grålig eller gullig nuance og kan indeholde bittesmå, knap synlige “sorte pletter.” For et mærke, der kræver et rent, snehvidt rør, kan dette være en udfordring. Mange mærker omfavner dog denne æstetik og kalder den endda i deres markedsføring som en visuel betegnelse for deres engagement i bæredygtighed.
- Strukturelle overvejelser: Mens moderne behandling har gjort PCR-ydeevne næsten identisk med virgin harpiks, kan der være subtile forskelle i forarbejdning og strukturel integritet. Det er afgørende at arbejde med en leverandør, der har ekspertise i fremstilling med PCR for at sikre rørets holdbarhed, især ved tætning og skulder.
- Procentdel af indhold: Rør kan fremstilles med varierende procenter af PCR, fra 10 % op til 100 %. Jo højere procent, jo større er miljøgevinsten, men også desto mere udtalte er de potentielle æstetiske variationer. En almindelig tilgang er at bruge PCR til de ydre lag af et flerlagsrør, mens det indre, produktkontaktlag fremstillet af jomfruharpiks bevares for at garantere renhed og kompatibilitet.
Valget om at bruge PCR er et udsagn. Det fortæller forbrugeren, at du aktivt tager ansvar for emballagens livscyklus.
| Bæredygtigt materiale | Primær fordel | Nøgleovervejelse | Bedst til… |
|---|---|---|---|
| PCR Plast | Reducerer spild, understøtter cirkulær økonomi. | Mulighed for små farve-/konsistensvariationer. | Mærker, der ønsker at gøre en håndgribelig indvirkning på plastikaffald. |
| sukkerrør PE | Lavet af en vedvarende ressource, kulstofnegativ produktion. | Kemisk identisk med fossil PE; ikke biologisk nedbrydeligt. | Drop-in erstatning for konventionel PE for at reducere CO2-fodaftrykket. |
| Aluminium | Uendeligt genanvendeligt med høje genanvendelsesprocenter. | Højere energiforbrug i primærproduktionen; kan let bule. | Maksimal produktbeskyttelse og formidler en premium/vintage-følelse. |
| PBL (genanvendeligt) | Konstruktion i helt plastik kan designes til genbrugsstrømme. | EVOH-barriere kan komplicere genanvendelse i nogle systemer. | Mærker, der har brug for god barrierebeskyttelse i et monomateriale-lignende format. |
Bio-Plastics: The Promise and Peril of Sugarcane and PLA
Udtrykket “bio-plast” kan være forvirrende, da det omfatter forskellige materialer med meget forskellige egenskaber og end-of-life scenarier. Det er afgørende at forstå forskellen.
One of the most promising bio-plastics for cosmetic tubes is sugarcane-based Polyethylene. This material is a bio-based marvel. During its growth, the sugarcane plant captures CO2 from the atmosphere.
This sugarcane is then processed to produce ethanol, which is subsequently converted into ethylene and then polyethylene.
The result is a plastic that is chemically and physically identical to traditional, fossil-fuel-derived PE. This means it can be used as a “drop-in” replacement without any need for re-testing formula compatibility or changing manufacturing processes. It is also fully recyclable in the existing PE recycling stream (No. 2 and No. 4). Its primary benefit is its renewable origin and its role in reducing the carbon footprint of the packaging.
Another well-known bio-plastic is Polymælkesyre (PLA). PLA er ofte afledt af majsstivelse og er rost for at være “biologisk nedbrydeligt.”
Dette udtryk kommer dog med et væsentligt forbehold. PLA vil kun nedbrydes biologisk under de specifikke høje varmeforhold i et industrielt komposteringsanlæg.
Det vil ikke nedbrydes i en baggårds kompostbeholder, og det vil heller ikke nedbrydes på en losseplads, eller hvis det ender i havet. Desuden, hvis PLA ved en fejl placeres i standard plastgenbrugsstrømmen, kan det forurene hele partiet af PET eller PE, hvilket gør det ubrugeligt.
Af disse grunde, mens PLA er et interessant materiale til visse applikationer (såsom engangsfødevarer i et lukket kredsløb), er det ofte et problematisk valg for vidt udbredte forbrugsvarer som kosmetik.
Når man overvejer bioplast, gør klarheden af sukkerrør PEs livscyklus - vedvarende kilde, drop-in ydeevne og standard genanvendelighed - det ofte til et mere ansvarligt og mindre forvirrende valg for forbrugerne end PLA.
Aluminiumsspørgsmålet: Genanvendelighed, vægt og beskyttelse
Aluminiumsrør fremkalder en følelse af arv, kvalitet og farmaceutisk effektivitet. De tilbyder uovertruffen barrierebeskyttelse, som diskuteret tidligere.
Fra et bæredygtighedsperspektiv er aluminiums største aktiv dets uendelige genanvendelighed. Det kan smeltes om og omdannes til nye aluminiumsprodukter igen og igen uden kvalitetstab. Genanvendelsesprocenterne for aluminium er også generelt højere end for mange plasttyper i Nordamerika og Europa.
Afvejningen ligger i dens indledende produktion. At skabe primæraluminium fra bauxitmalm er en ekstremt energikrævende proces. Mens brug af genanvendt aluminium reducerer dette energibehov betydeligt (med op til 95 %), kan forsyningskæden for 100 % genanvendt aluminiumsrør være kompleks.
Derudover er aluminiumsrør tungere end deres plastikmodstykker, hvilket kan øge forsendelsesrelaterede kulstofemissioner. Deres tendens til at bule og krølle, samtidig med at de giver det funktionelle “dødfold,” kan ses som en æstetisk ulempe af nogle mærker, der sigter efter et slankt, evigt perfekt look.
For andre, dette “wabi-sabi” kvaliteten af et velbrugt aluminiumsrør er en del af dets charme.
Design til genanvendelighed: En holistisk tilgang ud over materialevalg
Ægte bæredygtigt design kræver, at man tænker på hele pakken, ikke kun på rørkroppen. Dette er princippet om “Design til genanvendelighed” (DfR). Et perfekt genanvendeligt PE-rør kan gøres ikke-genanvendeligt ved forkert valg af hætte, ærme eller etiket.
Overvej disse faktorer:
- Materiale kombination: Den ideelle genanvendelige pakke er en “monomateriale” en, hvor røret, skulderen og hætten alle er lavet af den samme type plast (f.eks. alle PE eller alle PP). Når materialer blandes, kan de automatiske sorteringssystemer på genbrugsanlæg blive forvirrede, hvilket ofte leder pakken til losseplads.
- Kasketten: If the tube body is PE, is the cap also PE? Or is it Polypropylene (PP)? While some advanced facilities can separate these, a monomaterial approach is always safer. What about a metalized cap on a plastic tube? This is a common point of contamination.
- Labels and Sleeves: A full-body shrink sleeve made of PVC or PETG on a PE tube will render the entire package non-recyclable. The sleeve material is a contaminant. If a label is necessary, it should be small and made of a compatible material with washable adhesive, allowing it to be removed during the recycling process.
- Color: Mørk, kulsort plast kan være usynlig for den infrarøde (NIR) sorteringsteknologi, der bruges i mange genbrugsanlæg. Dette betyder, at et sort PE-rør, selvom det er teknisk genanvendeligt, automatisk kan sorteres til losseplads. At vælge lysere farver eller bruge kulfri sorte pigmenter kan løse dette problem.
At vælge en bæredygtig vej involverer en dialog med din emballageleverandør.
Spørg dem om muligheder for monomaterialer, valg af genanvendelige hætter og pigmenter, der er kompatible med sorteringssystemer. Dette dybere niveau af forespørgsel er et kendetegn for et virkelig ansvarligt brand.
Faktor 3: Overvejelse af brugeroplevelsen og dispenseringsfunktionaliteten

Materialet i et kosmetisk rør er ikke et passivt kar; det er en aktiv deltager i det daglige ritual for produktbrug. Dets taktile egenskaber, dets fleksibilitet og den måde, det samarbejder med lukkesystemet på, bidrager alt sammen til forbrugerens ubevidste vurdering af produktets kvalitet og ønskværdighed.
En smukt formuleret creme i en pakke, der er svær eller ubehagelig at bruge, vil ikke inspirere til genkøb. Derfor skal en dyb empati for slutbrugerens oplevelse styre processen med, hvordan man vælger kosmetiske rørmaterialer.
Squeeze-faktoren: Materialefleksibilitet og produktviskositet
Den mest fundamentale interaktion en forbruger har med en tube er at klemme den. Mængden af kraft, der kræves, den måde, røret giver efter, og hvordan det genvinder sin form, er alle dikteret af materialevalg og vægtykkelse.
Denne “squeeze faktor” skal være harmoniseret med viskositeten af din formel.
Forestil dig et meget tyndt, væskelignende serum. Hvis det er pakket i et meget blødt, tyndvægget LDPE-rør, kan et blidt, utilsigtet tryk i en makeuptaske få en betydelig mængde produkt til at lække ud.
Til en sådan formel kan et lidt mere stift materiale som MDPE eller endda et PBL-rør, der tilbyder mere kontrolleret dispensering, være mere passende. Brugeren skal føle, at han har kommandoen over, hvor meget produkt der doseres, dråbe for dråbe.
Overvej omvendt en tyk, pasta-lignende lermaske. At pakke dette i et stift HDPE-rør ville være en funktionel katastrofe.
Brugeren ville skulle udøve betydelig kraft for at dispensere produktet, og efterhånden som tuben tømmes, ville det blive næsten umuligt at få de sidste 20-30% af masken ud. Dette fører til kundefrustration og produktspild.
Til et sådant højviskositetsprodukt er et blødt, meget fleksibelt LDPE-rør ideelt. Et endnu bedre valg kan være et ABL-rør, hvis “dødfold” egenskab gør det muligt for brugeren at rulle røret op fra bunden, hvilket sikrer, at hver sidste del af produktet nemt kan udtrækkes.
Denne balancegang er et kritisk aspekt af brugercentreret design. Du skal mentalt (og fysisk) gennemgå processen med at bruge produktet fra den første påføring til den sidste.
Hvordan ændres fornemmelsen af røret, når det tømmes? Bliver det svært at håndtere? Bevarer den sin æstetiske appel?
Hætte, pumpe eller applikator? Hvordan lukninger påvirker materialevalg
Røret fungerer ikke isoleret. Det danner et system med dets lukning - det være sig et simpelt skruelåg, en flip-top, en dispenserpumpe eller en specialiseret applikator. Valget af lukning kan stille specifikke krav til rørets materiale og struktur.
- Standardhætter (påskruet/flip-top): These are the most common closures and are compatible with the widest range of tube materials. The main consideration here is the “thread” on the tube’s neck or “head.” The material must be robust enough to handle the repeated torque of opening and closing without stripping or cracking.
- Dispensing Pumps (Airless or Standard): Pumps are often used for high-value lotions and serums to provide precise, metered dosing. An airless pump system, which uses a rising piston inside the tube, often requires a more rigid tube structure (like PBL or a thicker-walled PE) to function correctly and prevent the tube walls from collapsing inward as the product is used.
- Specialty Applicators: The market is rich with innovative applicators integrated directly into the tube head: ceramic or metal rollerballs for cooling eye creams, silicone nubs for massaging in treatments, or brush tips for spot concealers. These applicators often require a specific head and shoulder design on the tube. The tube material must be able to be reliably molded and welded to these more complex head styles. For example, a heavy metal applicator might be better supported by a sturdier PBL or HDPE tube shoulder than a very soft LDPE one.
The integration of tube and closure is a technical partnership. When you are considering an innovative applicator, you must discuss its requirements with your tube manufacturer early in the process.
They can advise on which materials can be successfully paired with your desired closure to create a seamless and reliable user experience. This is where partnering with a full-service provider of kosmetiske røremballageløsninger becomes invaluable, as they can ensure the compatibility of all components.
A Touch of Luxury: The Tactile and Aesthetic Qualities of Materials
Beyond pure functionality, the feel of the tube in the hand communicates a wealth of information about the brand. This tactile experience, or “haptics,” is a powerful, if subtle, marketing tool.
A standard glossy PE tube feels clean, efficient, and familiar. It is the standard for a reason. However, a tube with a “soft-touch” or matte finish feels entirely different.
It is velvety, premium, and non-slip. It speaks of understated luxury and a modern aesthetic. This finish is typically achieved by adding a special lacquer or coating as a final step in the decoration process, and its adherence and longevity can vary depending on the underlying tube material.
PBL tubes, with their smooth, seamless bodies and satisfying rebound, often feel more substantial and high-end than a basic PE tube. The slight additional weight and perfect form recovery after a squeeze contribute to a perception of quality.
Aluminum, with its cool metallic touch and satisfying heft, communicates efficacy, protection, and often a connection to apothecary or pharmaceutical traditions.
The way it holds its shape and records the history of its use in its creases and folds can create a personal connection with the user.
When selecting a material, do not just look at a spec sheet. Ask for samples. Hold them. Squeeze them. Close your eyes and focus on the tactile sensation. Does this feeling align with your brand’s story?
Does it feel like a $10 hand cream or a $90 anti-aging treatment? This empathetic, sensory-based evaluation is a crucial step in making a choice that resonates with consumers on an emotional level.
Faktor 4: Evaluering af dekoration, branding og æstetisk potentiale

A cosmetic tube is a blank canvas. The artwork, colors, and textures applied to its surface are what transform it from a generic container into a powerful ambassador for your brand. It is the first thing a customer sees on the shelf and a constant brand touchpoint on their bathroom counter.
The material you choose for your tube has a direct and profound impact on the decorative techniques available to you, and ultimately, on the visual story you can tell.
A thoughtful approach to how to choose cosmetic tube materials involves envisioning the final decorated product from the very beginning.
Printing Possibilities: Offset, Silk Screen, and Hot Stamping on Different Materials
The three most common methods for decorating cosmetic tubes each have their own strengths and are suited to different materials and design goals.
- Dry Offset Printing: This is the workhorse of tube decoration. It is a high-speed process where up to 8 colors can be applied simultaneously. It is ideal for photorealistic images, complex gradients, and designs that require precise color registration. Offset printing lays down a relatively thin layer of ink, which makes it very cost-effective for large runs. It works beautifully on the smooth, even surfaces of both extruded PE and laminated (PBL/ABL) tubes. For laminated tubes, the artwork is typically “reverse printed” on the underside of the top plastic layer before it is formed into a tube, protecting the artwork from scratches and wear.
- Silk Screen Printing: If you want bold, vibrant colors with a tactile, raised effect, silk screen printing is the superior choice. In this process, ink is pushed through a fine mesh screen onto the tube, one color at a time. This method lays down a thick, opaque layer of ink, making it perfect for achieving bright whites or vivid colors on a dark-or colored-tube. It imparts a premium, textured feel that offset printing cannot replicate. While slower and often more expensive than offset, its quality is palpable. It adheres well to PE, PBL, and ABL tubes, though surface treatments may be required to ensure proper ink adhesion.
- Hot Stamping: For a touch of metallic brilliance, hot stamping is unparalleled. This process uses heat and pressure to transfer a thin layer of metallic or pigmented foil onto the tube. It is used to create shiny gold or silver logos, borders, or text that catch the light and signal luxury. It can be applied over both offset and silk-screened artwork to add a final, eye-catching detail. The smooth surfaces of all tube types are generally suitable for hot stamping.
The choice of material can influence these processes. For example, the seam on a laminated tube (ABL/PBL) creates a small, unavoidable gap in any 360-degree artwork.
An extruded PE tube, being seamless, allows for a continuous, uninterrupted design around its entire circumference. This might be a critical factor if your design concept relies on a wraparound image.
The Visual Impact of Material Finish: Glossy, Matte, and Pearlescent
Beyond the printed artwork, the inherent finish of the tube itself sets the overall tone.
- Glossy Finish: This is the standard finish for most tubes. It is bright, reflective, and gives colors a vibrant pop. A glossy finish communicates cleanliness, energy, and is easy to wipe clean.
- Matte Finish: A matte finish is achieved by applying a special, non-reflective lacquer over the tube. It absorbs light, giving the tube a sophisticated, velvety, and modern appearance. It can make colors appear more subdued and earthy. A matte finish is often associated with premium, “less-is-more” branding.
- Pearlescent or Metallic Effects: The tube material itself can be imbued with special effects. By adding specific pigments to the PE resin before it is extruded, a tube can be given a subtle, pearlescent shimmer or a metallic sheen. This can create a deep, lustrous effect that cannot be achieved with printing alone, making the entire package radiate quality.
When planning your design, consider how these finishes will interact. A matte tube with a small, hot-stamped glossy gold logo creates a beautiful contrast of textures.
A photorealistic image printed on a glossy tube will look sharp and vivid. The material and the finish must work in concert to achieve your brand’s aesthetic vision.
For brands looking to create a unique look, exploring options for skræddersyede kosmetiske rør with an experienced manufacturer can unlock a wide range of creative possibilities.
Achieving a Cohesive Brand Identity Across a Product Line
Most brands do not sell just one product. They have a line—a cleanser, a serum, a moisturizer, a sunscreen.
A key challenge is maintaining a consistent and recognizable brand identity across these different products, which may require different types of tube packaging due to their formulas.
Your Vitamin C serum might require a 5-layer EVOH tube for protection. Your daily cleanser might be perfectly fine in a simple mono-layer PE tube. Your high-SPF sunscreen might need the superior barrier of a PBL tube. How do you make these three different tubes look like they belong to the same family?
This is where careful planning with your packaging partner is vital.
- Color Matching: Can the specific Pantone color of your brand be consistently replicated across PE, PBL, and ABL materials? An expert supplier can manage this process to ensure your brand’s signature blue looks the same on every product.
- Finish Consistency: Can the same matte or glossy lacquer be applied to different tube types to give them a uniform tactile feel and appearance?
- Typographic and Graphic Standards: Using the same font, logo placement, and graphic elements across all tubes creates a strong visual link, even if the underlying tube material and shape differ slightly.
- Cap Unification: Using the same style and color of cap across the entire line is one of the most effective ways to create a cohesive family look.
The goal is to create a “visual grammar” for your brand that is recognizable to consumers. When they see that specific color, finish, and cap style, they should immediately think of your brand. This requires a holistic view of packaging, seeing it not as a series of individual choices, but as the creation of an integrated brand ecosystem.
Faktor 5: Analyse af forsyningskæden, fremstilling og omkostningsimplikationer

The final set of considerations in choosing a cosmetic tube material is intensely practical, involving the economic and logistical realities of bringing a product to market.
An ideal material choice on paper is meaningless if it is not manufacturable within your budget, timeline, and scale.
A pragmatic assessment of the supply chain, manufacturing process, and total cost is essential to making a sustainable and successful business decision.
Lead Times and MOQs: The Realities of Sourcing Different Materials
Not all tube materials are created equal in terms of availability.
- Minimum ordremængder (MOQ'er): This refers to the smallest number of units a manufacturer will produce in a single run. Standard materials like white or natural PE often have the lowest MOQs, sometimes starting as low as 5,000 or 10,000 units, which is accessible for emerging or indie brands. However, if you require a custom color, a special effect like pearlescence, or a high percentage of PCR resin, the manufacturer may need to set a much higher MOQ. This is because they have to purge their machinery and perform a custom material blend for your run, which is only economical at a larger scale (e.g., 25,000 units or more). Laminated tubes (ABL/PBL) also often have higher MOQs due to the complexity of sourcing and printing the flat laminate material before it is formed into tubes.
- Lead Times: This is the time from placing your order to receiving the finished tubes. Standard PE tubes typically have the shortest lead times, often around 4-6 weeks. Sourcing specialized resins, high-PCR content materials, or complex laminates can add weeks or even months to the timeline. Global supply chain disruptions, as have been common in recent years, can further impact the availability of specific polymers or aluminum foil.
For a new brand launching its first product, a material with a low MOQ and a reliable, short lead time might be the most prudent choice, allowing for greater agility and less initial capital outlay.
Established brands with predictable sales volumes may be better positioned to leverage the economies of scale that come with ordering specialized materials at higher MOQs.
The Total Cost of Ownership: Beyond the Per-Unit Price
It is a common mistake to select a tube material based solely on the lowest per-unit price quoted by a supplier. This approach ignores the “Total Cost of Ownership,” which encompasses a much broader range of potential expenses and risks.
A cheaper, lower-barrier tube might save you five cents per unit upfront.
However, if that choice leads to 2% of your product spoiling on the shelf due to oxidation, the cost of the lost goods, customer returns, and damage to your brand’s reputation will far exceed the initial savings. Think of the material choice as a form of insurance for your formula.
Consider these hidden costs:
- Product Loss: As mentioned, incompatibility can lead to spoilage.
- Testing Costs: A more complex or novel material may require more extensive and expensive compatibility and stability testing.
- Shipping Costs: Heavier materials like aluminum or thick-walled tubes will increase shipping weights and therefore logistics costs.
- Lost Opportunity Cost: If a long lead time for a special material causes you to miss a key retail season (like the holidays), the lost sales can be substantial.
The wisest approach is to evaluate the cost of the tube in relation to the cost and sensitivity of the formula inside it. It makes little sense to package a $100-per-ounce serum, formulated with expensive and delicate actives, in the cheapest possible container.
The packaging cost should be seen as a percentage of the total product value, and investing in the proper protection is a sound business strategy.
Partnering with an OEM/ODM Manufacturer for Material Expertise
Navigating the labyrinth of material science, sustainability regulations, and supply chain logistics can be overwhelming, especially for brands without a dedicated in-house packaging engineering team. This is where the value of a strong partnership with an experienced Original Equipment Manufacturer (OEM) or Original Design Manufacturer (ODM) becomes clear.
An expert manufacturer is more than just a vendor; they are a consultant and a collaborator. They have deep, hands-on knowledge of how different materials perform, not just in a lab, but in real-world production. They can provide invaluable guidance:
- Material Recommendation: Based on your formula’s ingredient list, your brand’s aesthetic, and your budget, they can recommend the most suitable material options.
- Sourcing and Vetting: They have established relationships with raw material suppliers and can vet the quality and reliability of resins, laminates, and PCR sources.
- Technical Feasibility: They can immediately tell you if your desired decoration is achievable on a specific material or if your chosen cap is compatible with a particular tube head.
- Regulatory Compliance: They stay up-to-date on international packaging regulations, such as those concerning food-contact safety or recycled content mandates, ensuring your packaging is compliant in your target markets.
By leveraging the expertise of a manufacturing partner, you de-risk your product launch and free up your own team to focus on what they do best: formulation, marketing, and brand building.
They act as your guide through the complex but critical process of how to choose cosmetic tube materials, ensuring the final package is beautiful, functional, responsible, and commercially viable.
Ofte stillede spørgsmål (FAQ)
What is the main difference between an ABL and a PBL tube?
The core difference lies in the barrier layer. An ABL (Aluminum Barrier Laminate) tube uses a thin layer of aluminum foil, which provides an almost absolute barrier to light, oxygen, and moisture. A PBL (Plastic Barrier Laminate) tube uses a plastic barrier, typically EVOH (Ethyl Vinyl Alcohol), which offers excellent but slightly less absolute protection. Aesthetically, ABL tubes do not spring back when squeezed (a “dødfold”), while PBL tubes have a “bounce-back” quality and return to their shape.
Is PCR plastic safe for cosmetic products?
Yes, PCR (Post-Consumer Resin) is considered safe for cosmetic packaging when sourced from a reputable supplier who follows proper cleaning and processing protocols. To eliminate any risk of direct contact with the formula, many brands opt for a multi-layer tube where the inner layer is made of virgin, food-grade plastic, and the outer layers contain the PCR content. This provides the sustainability benefit without any compromise on product safety.
How do I properly test if my formula is compatible with a tube material?
The standard industry practice is to conduct a stability test. You fill samples of your chosen tube with your final product formula and place them in environmentally controlled chambers at elevated temperatures (e.g., 40-45°C) and sometimes cycling temperatures for 1 to 3 months. This accelerates the aging process. You then periodically evaluate both the product (for changes in color, scent, pH, viscosity) and the package (for leaking, cracking, swelling, or delamination).
Can I get a fully recyclable tube that also has good barrier protection?
Yes, this is increasingly possible. A PBL tube made with a PE structure and an EVOH barrier is a strong candidate. While the EVOH layer is a different polymer, in small percentages (typically under 5% of the total package weight), it is often considered compatible with the PE recycling stream by many recycling authorities. Always consult with your packaging supplier about the specific recyclability certifications and guidelines for their materials in your target market.
What is “sugarcane plastic” and is it biodegradable?
Sugarcane plastic, also known as bio-polyethylene, is a plastic made from the ethanol derived from sugarcane, a renewable resource. Chemically and structurally, it is identical to traditional polyethylene made from fossil fuels. It is not biodegradable. Its primary environmental benefit is its renewable origin and the fact that its production can be carbon-negative. A major advantage is that it is fully recyclable in the existing PE recycling stream (No. 2 or No. 4).
Why do some tubes have a visible seam?
A visible seam is a characteristic of laminated tubes (both ABL and PBL). These tubes are made by printing on a flat sheet of laminate material, which is then cut and rolled into a cylinder, and the edges are sealed together to form a tube. This joining point creates the seam. Extruded tubes, which are made by forcing molten plastic through a circular die, are seamless and allow for 360-degree decoration without interruption.
How does wall thickness affect my tube?
Wall thickness impacts the tube’s rigidity, feel, and barrier properties. A thicker wall will make the tube feel more substantial and less flexible, which might be desirable for a luxury product or one that needs to stand upright. It also provides a slightly better barrier than a thinner wall of the same material. A thinner wall creates a softer, easier-to-squeeze tube, which is ideal for high-viscosity products, but may feel less premium.
Konklusion
The journey of selecting a cosmetic tube material is a microcosm of the brand-building process itself. It is an exercise in balancing the precise demands of science with the evocative power of art, the practicalities of commerce with the urgent call for environmental stewardship. It is not a decision to be made lightly or based on a single metric like cost.
As we have explored, the choice reverberates through every stage of the product’s life, from ensuring the stability of a complex formula to shaping the consumer’s first impression and final interaction, and ultimately, to the package’s end-of-life fate.
A successful choice is one that reflects a deep understanding of the product, an empathetic connection to the consumer, and a responsible awareness of the wider world.
Whether through the steadfast protection of a multi-layer barrier tube, the tangible sustainability statement of a PCR package, or the classic appeal of aluminum, the material you choose becomes an integral part of your product’s story.
By engaging with these considerations thoughtfully and partnering with knowledgeable experts, you can create packaging that not only contains but also elevates your product, protecting its integrity and powerfully expressing your brand’s values in the competitive 2025 marketplace.
Referencer
Cosme-packagings.com. (2025, May 23). How are cosmetic tubes made? cosme-packagings.com. https://www.cosme-packagings.com/news/how-are-cosmetic-tubes-made-85095457.html
Keyopackaging.com. (2025, August 27). An industry guide to cosmetic packaging tubes. keyopackaging.com. https://www.keyopackaging.com/info/an-industry-guide-to-cosmetic-packaging-tubes-103109247.html
Lissonpackaging.com. (2025, May 15). How to choose the right cosmetic tube for your product: A comprehensive guide. lissonpackaging.com. https://www.lissonpackaging.com/how-to-choose-the-right-cosmetic-tube-for-your-product-a-comprehensive-guide
Pagpackaging.com. (2024, April 17). How to choose the right tube for your beauty products. pagpackaging.com. https://pagpackaging.com/how-to-choose-the-right-tube-for-your-beauty-products/
Stengpackaging.com. (2025, June 5). Structure and process of cosmetic tube. stengpackaging.com. https://www.stengpackaging.com/jw/structure-and-process-of-cosmetic-tube/
Topfeelpack.com. (2024, January 1). How to choose cosmetic tube material: A practical guide for independent beauty brands. topfeelpack.com. https://www.topfeelpack.com/news/how-to-choose-cosmetic-tube-material-a-practical-guide-for-independent-beauty-brands/
